








-
3D printing technology, which falls under the category of additive manufacturing (AM), has developed rapidly in recent years, and has breakthrough applications in many fields such as mechanical engineering, aviation, medical and the food industry[1]. 3D food printing (3DFP) includes extrusion, selective laser sintering, binder jetting, and inkjet printing[2]. Specifically, the extrusion-based technique is the most extensively studied 3DFP approach, and the application of 3DFP can be controlled by computers to complete the layers of raw food materials, gradually complete the transformation from 3D digital objects to products, so as to maximize the utilization of materials and reduce the impact on the environment[3]. On this basis, digital objects have the potential to diversify in precision, personalization and innovation, enabling the development of healthy food products according to different needs[4]. 3DFP offers many advantages over traditional food ingredient processing methods, such as flexible innovation, cost reduction, on-demand production and a sense of engagement for the end user[5]. However, despite the rapid development of 3DFP technology, most of its technologies have not yet achieved large-scale industrial production and are in the research and development stages[6]. It is still a relatively new research field with a small number of research papers[7]. First of all, the nature of the printing material determines the restrictions that may be encountered in the food printing process. For example, some foods are not suitable for 3DFP since they do not match the printer for their form and thermal stability, and cannot complete the extrusion stage in a traditional sense[8]. Secondly, the mixed reaction of different components will bring about unknown shape stability and structural characteristics, which brings challenges to the research and development of new products[9]. Therefore, it is possible to conduct in-depth research on traditional printable food inks and non-traditional printing inks, develop food raw materials as semi-solid paste or gel systems, and use different pretreatment methods for non-traditional printing inks to meet food printing needs[10].
In recent years, food-based hydrocolloids have been frequently mentioned in the 3DFP literature due to their capacity to thicken and gel water-based solutions, affecting their rheological properties (viscoelasticity) and textural properties, thereby making materials more suitable for 3DFP[11]. Xing et al. added different proportions of κ-carrageenan gum, xanthan gum and arabic gum to black fungus to develop a visually appealing modified material for 3DFP[12]. Liu et al. developed a gel model system composed of carrageenan-xanthan-starch, suitable for extrusion-based 3DFP, which improved the mechanical strength of inks[13]. Gelatin is a collagen derived from animal bones, skin and other connective tissues and is easily obtained, with the ability to improve the gelling properties of products[14]. κ-carrageenan has good water affinity and water holding capacity, which can have good compatibility and synergistic effects with other food hydrocolloids[15]. Despite this, the effect of the addition of hydrocolloids on printing inks cannot fully meet today's needs, due to collapse and poor stability. This puts forward new requirements for the hardness and thermal stability of food printing inks, and organogelators have a potential to solve this problem. Different from normal hydrocolloids, beeswax is a complex organogelator rich in fatty acids and hydrocarbons with certain hardness, plasticity and thermal reversibility, and is being gradually used in the food industry[16]. Due to its hardness and thermal reversibility, beeswax is able to positively influence the 3DFP process. The application of food-grade organogelators in 3DFP is rarely reported, though they have better thermal stability, higher viscosity and higher yield stress.
Edible mushrooms are considered as an important food source, with the global production market expected to reach 20.84 million tons by 2026[17]. Common edible mushrooms include white mushrooms, Shiitake, Oyster and Enoki (among others). Among them, white mushroom (Agaricus bisporus) has the highest market demand owing to its unique flavor, high nutritional value and therapeutic properties[18]. In general, white mushroom is rich in a variety of trace elements including phosphorus, selenium, and copper, as well as active substances such as ergosterol, which have been proven to have medicinal properties such as detoxification, anti-inflammatory, antioxidant and diabetes prevention[19]. On July 13, 2020, the U.S. Food and Drug Administration (FDA,
www.federalregister.gov ) issued Document No. 2020-13822, proposing amendments to food additive regulations to approve the use of mushroom powder containing vitamin D2 as a nutritional additive in certain food categories. White mushroom was one of the main sources of this mushroom powder, so it had a very broad market prospect. The processing research on white mushroom mainly focused on the addition of commercially powdered raw materials, including the cooking of soup, fried snacks and baked biscuits, which could be used as a dietary fiber supplement[20]. Due to the high yield and nutritional value, the intensive processing products of white mushroom are gradually being developed, while 3D printing of white mushroom products, combined with personalized nutrition customization and appearance design, still require further study. Therefore, the production of white mushroom powder as the raw material for 3DFP has commercial value. Most of the research on 3DFP printing materials focuses on the effect of a single thickener or gelling agent on the printability of printing inks, and there are few related literature on hybrid gelator systems. It is speculated that the addition of beeswax-gelatin-carrageenan hybrid gelators can further enhance the performance of white mushroom powder-based 3DFP.In this study, white mushroom powders were used as raw materials while gelatin, κ-carrageenan and beeswax were added to form a hybrid gelator system. Specifically, the current study controlled the amount of beeswax in the printing inks, and ink with different concentration gradients of beeswax (0, 1%, 3%, 5%, 7%, and 9%, w/w) was used for printing. The hybrid gelator system was heated in a water bath and then stirred at high speed to remove air bubbles. These six hybrid gelator systems were used as printing inks for 3DFP. At the same time, the texture properties, thermal stability, microstructure and printing properties of the inks were compared and analyzed, and the effect of the properties of the hybrid gelator system on the printing behavior was explored, the printed products were then comprehensively evaluated. With consumer demand for dietary nutrition and customized appearance, this study, combined with the use of hybrid gelators, could provide a theoretical basis for the realization of 3DFP for non-traditional printable materials such as white mushrooms.
-
Commercial dried white mushroom powders (sieved using an 80 μm mesh sieve) were purchased from Nanjing Zhiqingtang Food Co., Ltd (Nanjing, China). Gelatin (~100 g bloom), κ-carrageenan (food grade), and decolorized beeswax (AR grade) were purchased from Shanghai Yuanye Biotechnology Co., Ltd (Shanghai, China). Printing ink preparation: hydrocolloids (gelatin and κ-carrageenan, w/w, 1:1) were prepared and dispersed in distilled water and heated in a water bath at 80 °C for 10 min until completely dissolved, then mushroom powder and beeswax were added and stirred. Six groups of inks were prepared for printing, and each group of inks was controlled to 100 g, wherein the consumption of gelatin and carrageenan were both 0.7 g, the consumption of distilled water was 67.6 g, the addition of white mushroom powders was 31, 30, 28, 26, 24, and 22 g, corresponding to the addition amount of beeswax 0, 1, 3, 5, 7, and 9 g respectively. A small amount of ink was taken from each group for freeze drying, and the dried product was cut into pieces before being ground into powder for subsequent determinations of crystal structure, thermal stability and microstructure. The effect of the addition amount of beeswax on the printing characteristics of hybrid gelator systems was investigated, and the related mechanisms were further explored.
Model design and 3DFP printing
-
An extrusion 3D printer (FSE-2, BORIMY, China) was used for printing (Fig. 1a & b), and a cube with a diameter of 20 mm (Fig. 1c) was designed with 3DS Max software (2020, Autodesk, USA) to characterize the printing effect. The specific method was to measure the actual height of the product (the distance from the most serious collapse point to the bottom) after 30 min of printing, and the printing accuracy was calculated according to the following formula:
${\rm{ Accuracy}}=\frac{{h}_{0}}{{h}_{1}}\times 100{\text{%}} $ In the formula, h0 (mm) represents the actual height of cubes after 30 min, and h1 (mm) represents the model set height (20 mm). In addition, a personalized seal shape (Fig. 1d, 40 mm height) was used to further observe the support properties of different inks after printing. In order to further accurately explore the effect of ink composition on printing, the printing parameters were determined as nozzle diameter 1.2 mm, nozzle height 1.1 mm, first layer height 1.3 mm, wire diameter 9.8 mm, nozzle temperature 25 °C, flow rate 100 %, infilling density 100% based on experiments.
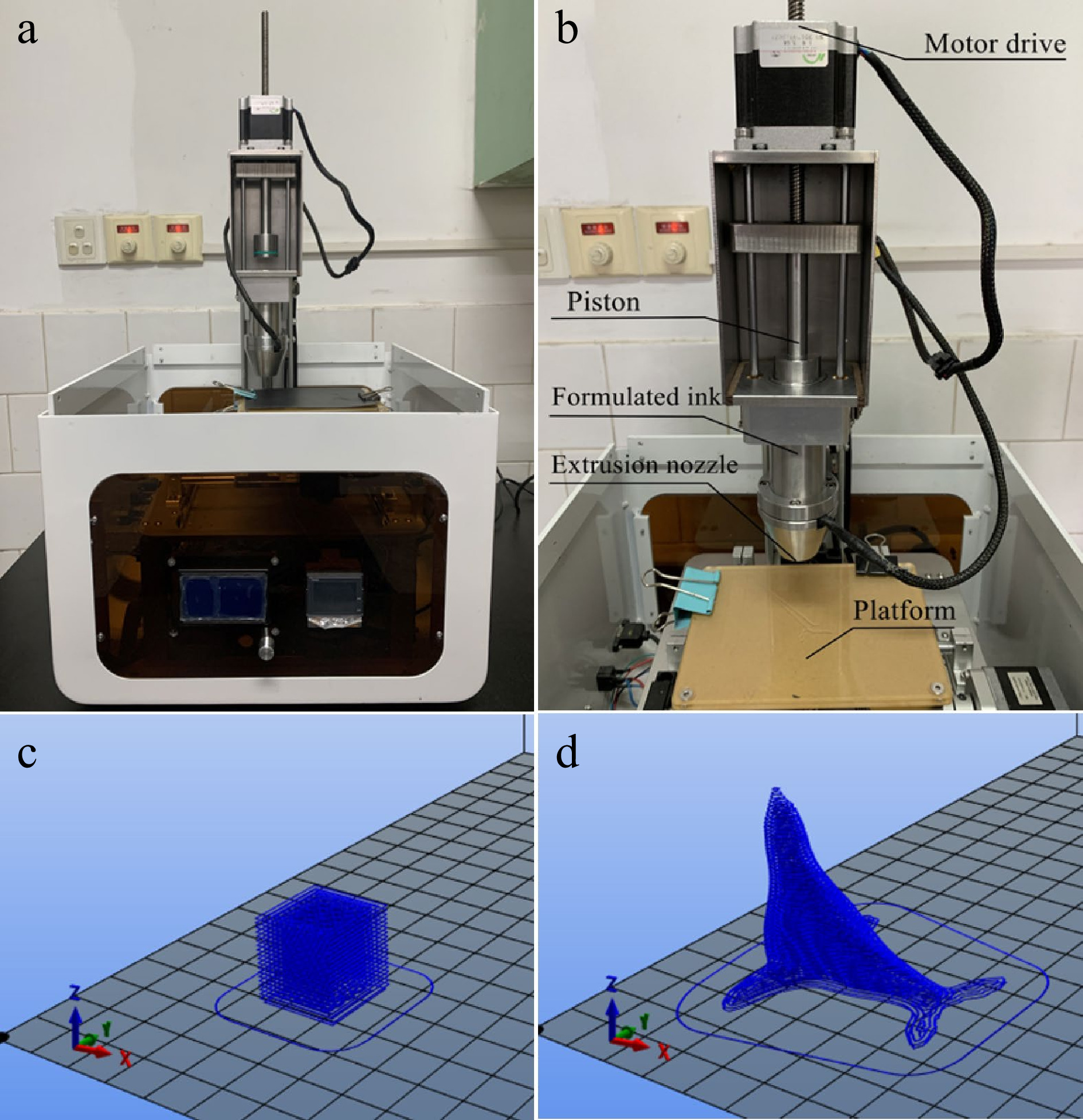
Figure 1.
(a) 3D printer appearance, (b) main parts, (c, d) the virtual model used during printing experiments.
Determination of gel strength
-
The definition of gel strength is the initial force required to break the gel, which has important reference significance for the stability and continuity of the gel[21]. The gel strength of the printed samples was measured by a texture analyzer (TA-XT Plus, Stable Micro Systems, UK), referring to the method of Yang et al. with some modifications[22]. The specific parameters were set as follows: probe model P5, pre-test rate 1 mm/s, test rate 1 mm/s, post-test rate 5 mm/s, trigger force 5 g, puncture distance 5 mm, and the measurement was carried out at room temperature (25 °C).
Rheological analysis
-
Generally, analyzing the flow behavior of ink raw materials is one of the important methods to judge whether it is suitable for extrusion 3D printing[23]. Hence, the influence of varying levels of beeswax on the rheological behavior of the hybrid gelator system could be analyzed by measuring the apparent viscosity and viscoelastic modulus of the inks. A dynamic rheometer (MCR 301, Anton Paar, Austria) was used to characterize the rheological properties of six groups of inks, and the finished sample was placed between a 50 mm parallel plate and a platform (gap 1 mm). The flattened samples were allowed to equilibrate for 1 min at room temperature, excess ink was carefully wiped from the platform prior to the test[24]. The apparent viscosity of inks was recorded in a shear rate ranging from 0.1 to 10 1/s, and frequency sweep was carried out to obtain the elastic modulus (G') and loss modulus (G'') since they were closely related to the viscoelastic properties of the samples. The sweep was performed in an angular frequency oscillating from 0.1 to 10 rad/s, and the measurements were conducted within a linear viscoelastic region with an amplitude strain of 1%. In addition, an appropriate amount of liquid paraffin was added to the edge of the sample during the measurement to prevent the influence of water evaporation on the experiment.
X-ray diffraction analysis (XRD)
-
In order to characterize the crystal structure of the inks, the freeze-dried powder was placed and compacted in a hole of 15 mm × 20 mm × 1.5 mm in an aluminum sheet, and then tested using an X-ray diffractometer (XRD-smartlab, Rigaku, Japan). According to the method of Zeng et al.[25] with some modifications, Cu (Kα) radiation (wavelength = 1.5406 nm) was considered as the incident X-ray source, and six groups of inks were detected at 40 mA and 40 kV and 2θ scans were performed from 3° to 50° at the rate of 2°/min. All samples were tested at 25 °C.
Thermo-analytical measurements
-
Thermal analysis was carried out by a simultaneous thermogravimetric analyzer (STA449, NETZSCH, Germany) under a nitrogen atmosphere at 50 ml/min according to the method of Zheng et al.[26], and the curves of thermogravimetric (TG) and derivative thermogravimetric (DTG) curves were recorded simultaneously. The temperature of the six groups of inks ranged from 20 °C to 600 °C, and all heating experiments were conducted at 10 °C/min in the specified temperature range. Ten miligrams of each sample were taken for thermal analysis. The experimental process was strictly regulated by the manufacturer according to the established parameters, and an empty alumina crucible was used as a reference during the measurements.
Scanning electron microscopy (SEM)
-
The microstructures of printing objects were observed by SEM (SU8100, HITACHI, Japan) according to the method of Liu et al. with some modifications[27]. Specifically, the freeze-dried inks were fixed on a copper plate with conductive double-sided tape and coated with a thin gold film in a vacuum chamber for cross-section observation. Immediately, the groups were diverted to the SEM chamber and the photomicrographs were obtained at a magnification of 800x with an accelerating voltage of 40 kV.
Statistical analyses
-
Experimental data were presented as mean and standard deviation (SD) from triplicate measurements. Analysis of variance (ANOVA) was used in this study, and the significance level of p-value < 0.05 was operated with a SPSS 18.0 statistical software (SPSS Inc., Chicago, IL, USA). XRD data were analyzed using MDI Jade 6 software. TG and DTG data were analyzed and processed using TA Universal Analysis 2000 software. Graphs were plotted by Origin pro 8.5 software.
-
The continuity and accuracy of ink-extrusion were observed during the printing process, then the printing accuracy was measured and the surface smoothness was observed to evaluate the printing performance of the hybrid gelator systems with different beeswax concentrations after printing. It can be seen from Table 1 that with the increase of the amount of beeswax added, the printing accuracy showed a trend of first increasing and then decreasing, reaching a maximum of 98.35% when the concentration of beeswax was 3% (w/w). It could be observed that when the concentration of beeswax was 1%, 3%, and 5%, the printing accuracy of the cubes was higher than the non-addition group, indicating that the concentration of beeswax at this time could improve the stability and accuracy of cubes. When the added concentration of beeswax was 7%, the printing accuracy was lower than the non-addition group. By observing the printing process, it could be judged that the addition of beeswax at this time affected how smoothly the ink passed through the nozzle, thereby reducing the printing accuracy. In addition, it was observed that when the addition concentration reached 9%, the phenomenon of wire breakage occurred in the printing process, and it was difficult to complete the fusion and accumulation process, so the printing accuracy was not calculated. The phenomenon of broken bars and blocked nozzles in the 3DFP process is related to the viscosity and mechanical strength of the ink[28]. It could be considered that the addition of beeswax could significantly affect its printing accuracy (p < 0.05) and performance.
Table 1. Accuracy of the 3D printed compound products at six beeswax levels (0, 1%, 3%, 5%, 7%, 9%, w/w). The model set height was 20 mm.
Beeswax
(%, w/w)Actual height after
30 min (mm)Accuracy
(%)0 17.45 ± 0.32b 87.25 ± 2.60b 1 19.32 ± 0.11d 96.60 ± 1.15d 3 19.67 ± 0.09d 98.35 ± 1.60d 5 18.59 ± 0.26c 92.95 ± 3.10c 7 16.26 ± 0.47a 81.30 ± 4.40a 9 NI NI Different lowercase letters in the same column indicated significant differences (p < 0.05). NI, no information. The gel strength of the six groups of composite materials after 3D printing was measured and analyzed by a texture analyzer, and the value reflected the firmness of the hybrid gelator system. Figure 2 reflected the effect of different beeswax additions on the gel strength of the printed samples. It could be seen that with the increase of beeswax, the gel strength of the printed sample was significantly improved (p < 0.05). Shi et al.[29] reported the preparation of an oleogel in which the interaction force between non-covalent bonds such as hydrogen bonds and van der Waals forces increased with the addition of beeswax, resulting in a tighter network structure, increasing the overall hardness. There is a corresponding relationship between the increasing gel strength and the printing accuracy. With reference to Table 1, it could be seen that when the addition of beeswax was 1%, 3%, and 5%, the printing accuracy was improved, indicating that the gel strength at these levels was helpful for printing. When the concentration of beeswax added was 5%, 7%, and 9%, the printing accuracy was lower than non-addition group, which indicated that the gel strength at these levels was not suitable for printing. In addition, when the concentration of beeswax is 3%, the accuracy of the cube printing product was the highest, and the gel strength of the ink reached nearly twice that of the non-addition group. Therefore, the 3% concentration could be used as a standard to further test the printing effect and support performance.
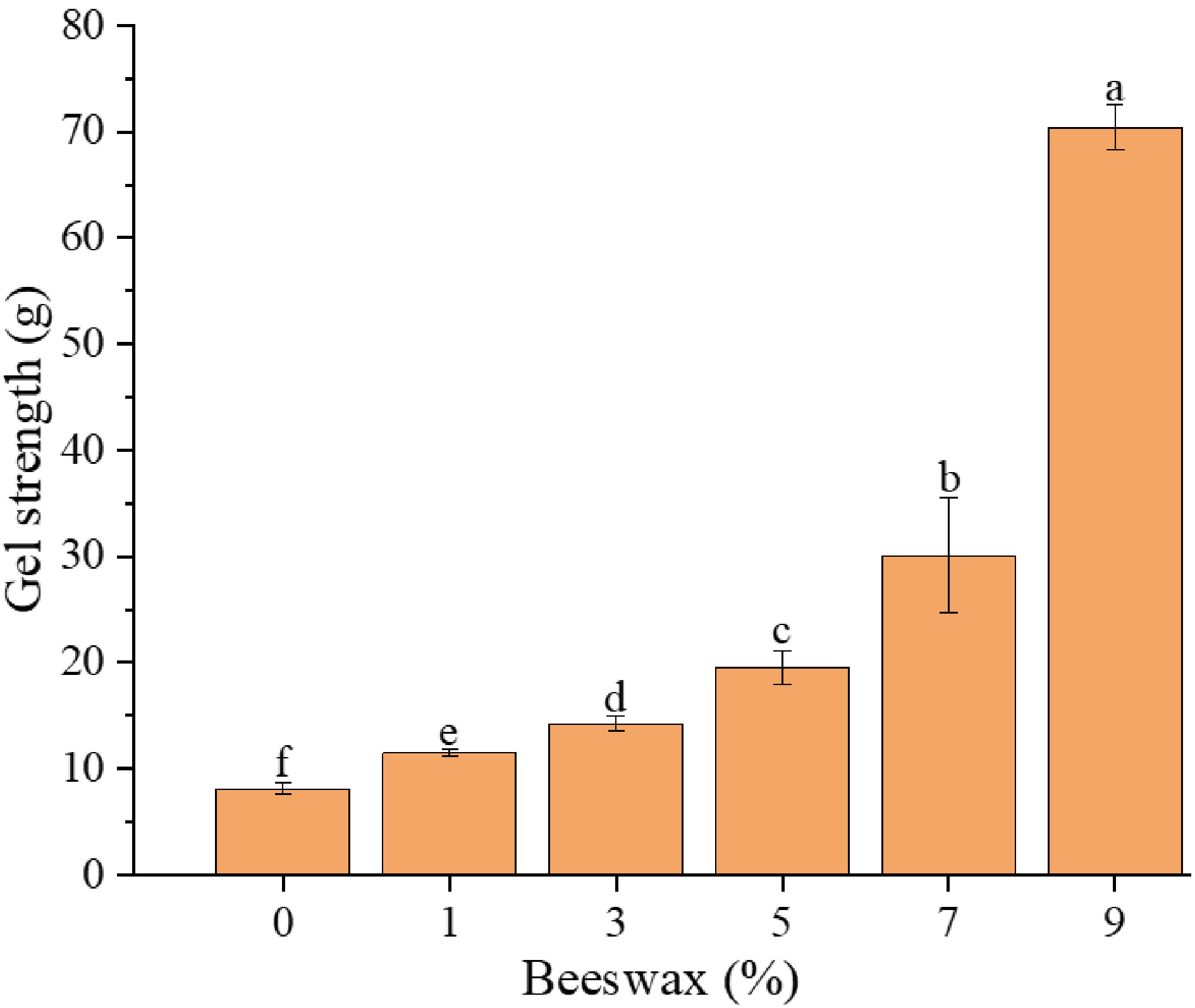
Figure 2.
Gel strength of 3D printed compound products at six beeswax levels (0, 1%, 3%, 5%, 7%, 9%, w/w). a−f: values with different lowercase letters indicated significant difference (p < 0.05).
Figure 3 is a comparison chart of the printing effect of the ink without beeswax and the ink with 3% beeswax. It can be seen that the printed surface with no beeswax (Fig. 3a & b) was not smooth enough and had many burrs. While the 3% beeswax level products (Fig. 3c & d) had a smooth surface, clear layers and high precision. Taking the seal as an example (Fig. 3d), when printing a product with such a high (40 mm) three-dimensional structure, the printed layers can be well fused to keep the printed shape stable, and the surface was smoother. Through the above analysis of the printing results, it was considered that 3% beeswax would help the 3DFP by white mushroom, and the gel strength of the printed sample was 14.25 ± 0.72 g.
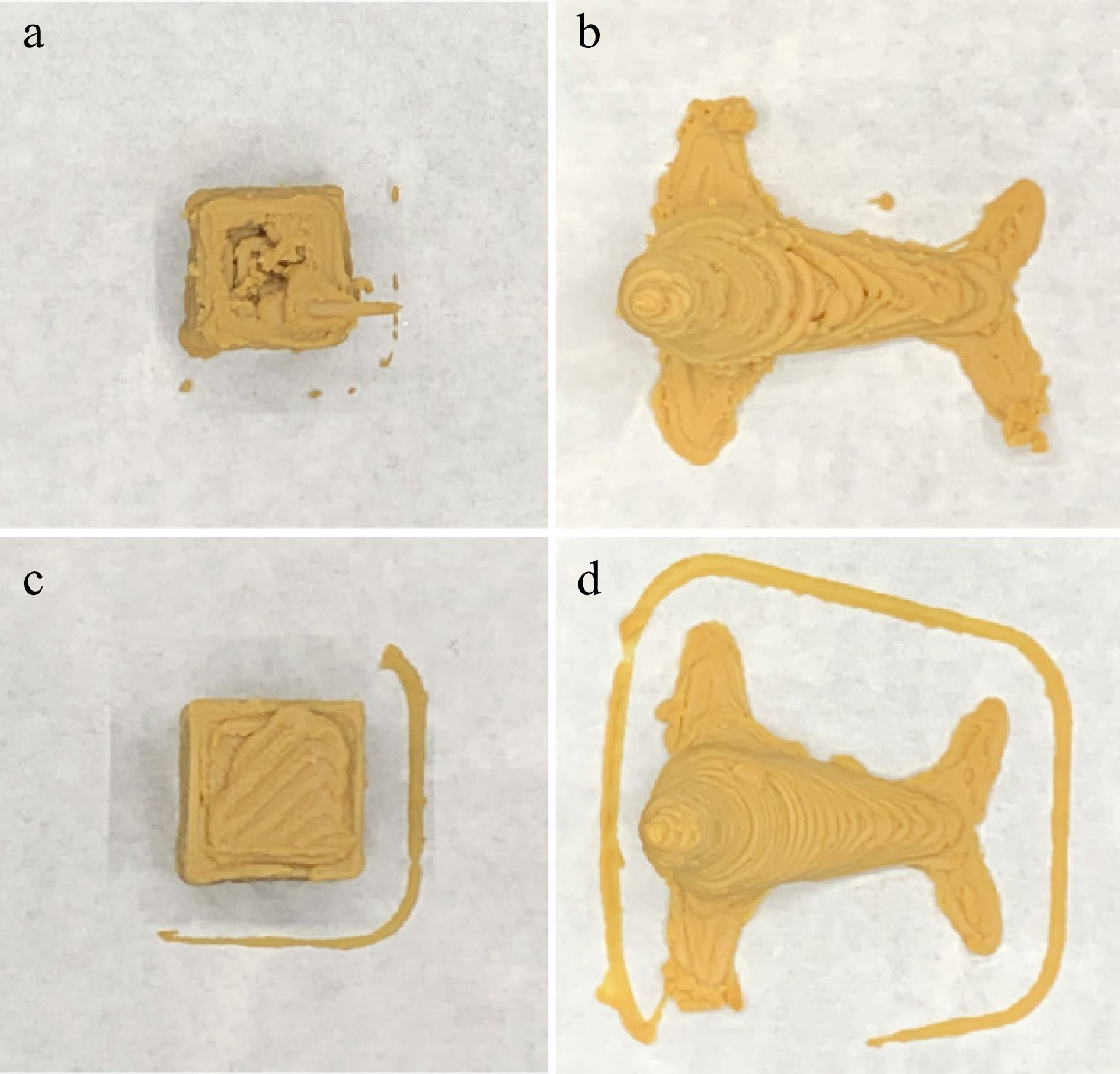
Figure 3.
Printing quality of 3D printed compound products at two beeswax level (a, b: 0; c, d: 3%, w/w).
Rheological properties of the inks
-
The apparent viscosity curves of the six groups of inks are shown in Fig. 4a. It can be observed that the apparent viscosity of hybrid gelator at different beeswax concentrations decreased as the shear rate increased, showing the shear-thinning behavior. This indicates that the six groups of inks were all shear-thinning pseudoplastic fluids. In addition, the apparent viscosity increased with increasing beeswax concentration, which was consistent with the findings of Shi et al.[29]. Although six hybrid gelator systems showed shear-thinning effects, the minimum force required to push the ink out of the nozzle would vary, thereby affecting the printing process and final accuracy.
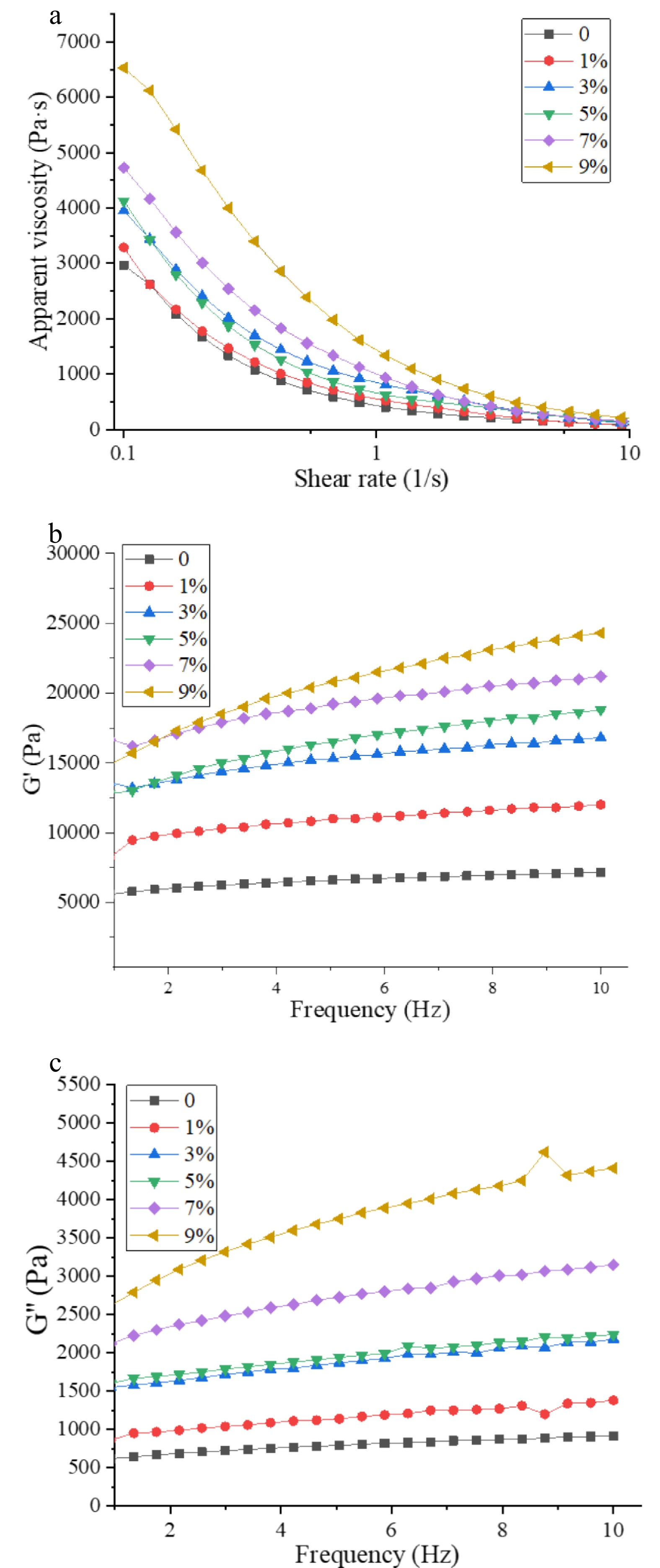
Figure 4.
Rheological behavior (a: apparent viscosity; b: G', c: G'') of inks at six beeswax levels (0, 1%, 3%, 5%, 7%, 9%, w/w).
It can be seen from Fig. 4b and c that the G' of all materials was much higher than G'', indicating that the hybrid gelator systems were mainly elastic in this frequency scanning range, which belonged to a dense network gel. Both G' and G'' increased with oscillation frequency, resulting in an increase in the internal friction of the ink, indicating that the hybrid gelator systems had shear thinning phenomenon. In addition, within the specified oscillation frequency, both G' and G'' increased with the increase of the concentration of beeswax. It was speculated that the addition of beeswax might improve the interaction of the hybrid gelator system, especially the mutual cross-linking of gelatin-carrageenan and beeswax, which enhanced the stability and mechanical strength of the ink.
XRD analysis
-
The crystal structures of the six groups of inks were characterized by XRD. It can be clearly observed from Fig. 5, that the five groups of inks with added beeswax showed a high degree of consistency, and two typical diffraction peaks appeared, located at 2θ = 21.37° and 23.75°, respectively. However, this phenomenon was not observed for ink without beeswax addition, and the observed diffraction peaks were also mentioned in the beeswax XRD data of Gaillard et al.[30], which indicated that the diffraction peaks were related to beeswax. With the increase of beeswax addition, the intensity of diffraction peaks showed an increasing trend. The intensity of the diffraction peak of the same group of samples was proportional to the crystallinity, which indicated that the crystallinity of the hybrid gelator system was also increasing with the addition of beeswax. Tian et al. reported that when the beeswax hybrid gelator system was incubated at 45 °C, the diester would undergo a substitution reaction, and then absorb part of the heat of the system to generate hydrocarbons or monoesters, and the hydrocarbons or monoesters would restack to form orthorhombic structures after cooling[31]. During the preparation of the inks, the hybrid gelator systems underwent a similar process, and after stabilization, orthogonal structures were generated, and the orthorhombic content was proportional to the amount of beeswax added. The orthogonal structure has high hardness, which can improve the deformation resistance of the ink[32]. Therefore, this increased stiffness could originate from an increase in the orthogonal structure, which was consistent with the gel strength measurements of this study (Fig. 2). In addition, since the substitution reaction absorbed heat, the process could affect the thermal stability of the ink system.
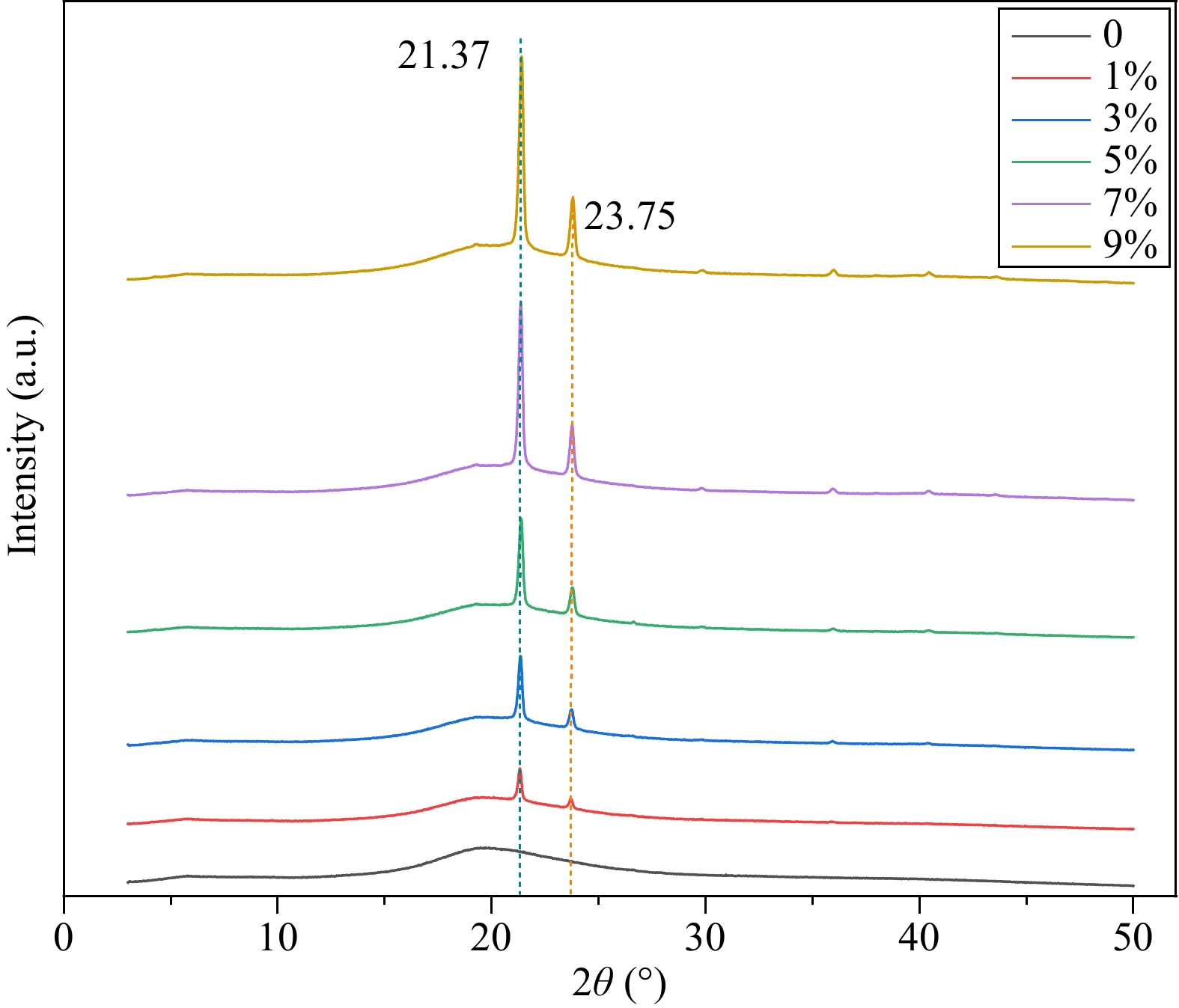
Figure 5.
X-ray diffractograms of inks at six beeswax levels (0, 1%, 3%, 5%, 7%, 9%, w/w).
Thermal stability
-
Thermo-gravimetric analysis (TGA) is one of the most effective methods for analyzing the thermal stability of organic compounds or polymers[33]. Figure 6 shows the mass loss of six groups of inks as a function of temperature, and the thermogravimetric spectra of the inks with different beeswax additions showing roughly the same trend. It could be seen from the TG curve that when the temperature was between 100−250 °C, the inks have a mass loss of about 10% (w/w), which might be related to the water loss phenomenon of the ink. While between 20−100 °C, the mass loss of all inks was small and almost uniform (around 2%−4%, w/w). Therefore, the ink had good thermal stability in 3DFP. In addition, it could be observed in the TG curve that the mass loss of the six groups of inks was not significantly different below 300 °C. Above 300 °C, with the increase in the beeswax level, the loss rate also increased gradually. The composition of the hybrid gelator system was complex, and it was difficult to attribute the mass loss at a certain temperature to a specific substance, but it could reflect the relationship between the mass and temperature of the ink under the action of heat as a whole. It could be observed that around 290−300 °C, the peak apex in the DTG curve of the inks corresponded to the weightless inflection point of the TG curve, and the inflection point marked the transition boundary between the two obvious water phases (water loss events). This demonstrated that the addition of beeswax could make the ink more easily dehydrated under heating conditions from the perspective of the final residual mass, the mass percentage of residual substances in the crucible was negatively correlated with the beeswax level, which illustrates that adding beeswax would reduce the thermal stability of the inks.
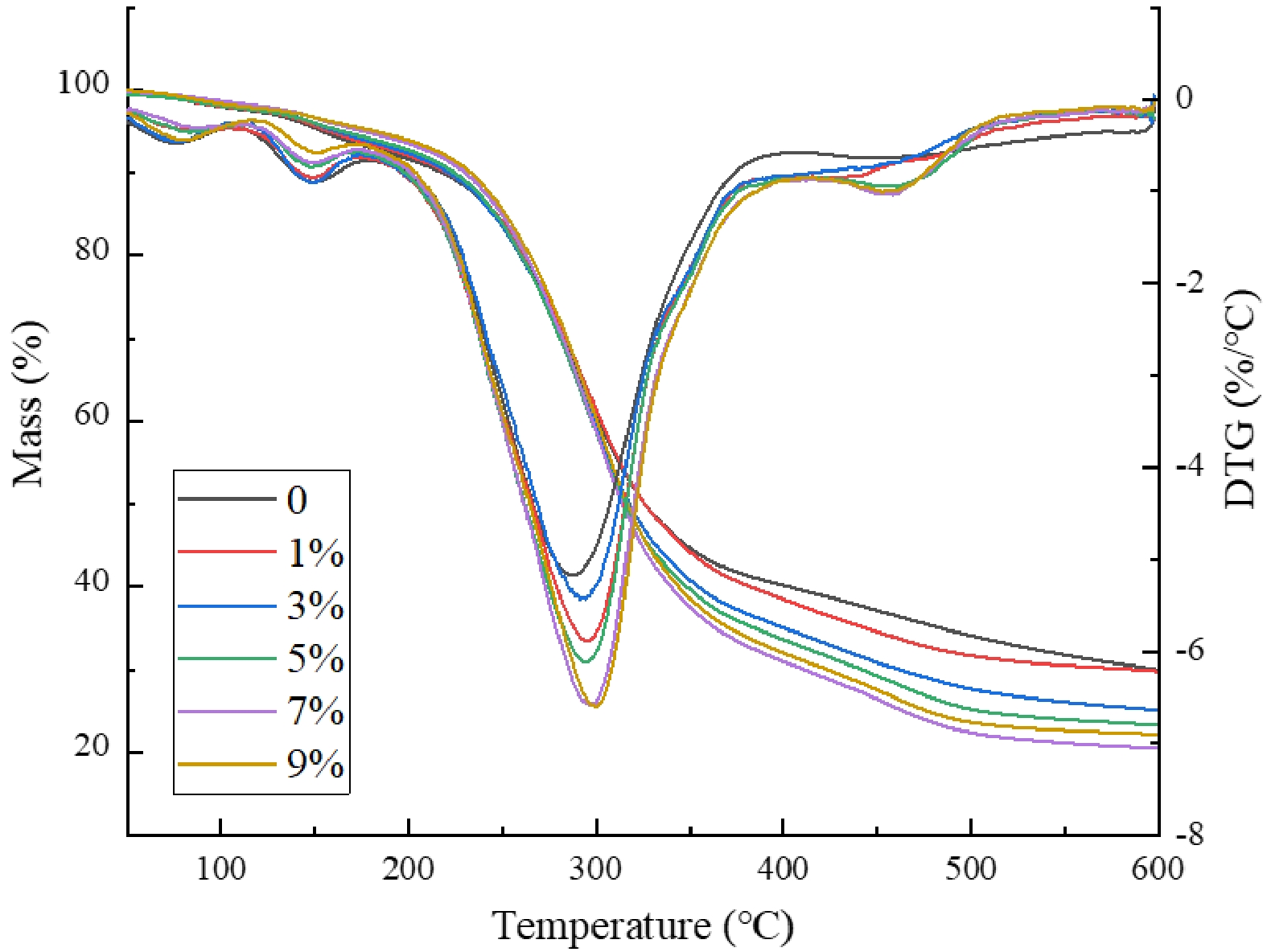
Figure 6.
TGA results of the thermal decomposition and its derivative (DTG) of inks at six beeswax levels (0, 1%, 3%, 5%, 7%, 9%, w/w).
SEM analysis: micro morphology
-
SEM was used to observe the microstructure of the hybrid gelator system. Figure 7 shows the typical microscopic characteristics of the inks with different beeswax levels. Compared with the ink without beeswax (Fig. 7a), the inks with beeswax added (Fig. 7b−f) exhibit coarse particle distribution status. As the beeswax content increases, the ink microstructure exhibits an increasingly rough morphology. As mentioned above, the XRD results indicated that a new crystal structure was formed after mixing. Since the beeswax was solid at room temperature, it could be observed that the beeswax particles were homogeneously embedded in the whole system. White mushroom contains a variety of substances including polysaccharides, proteins and fibers, which could interact with gelatin-carrageenan and increase the action sites of beeswax particles to form a hybrid gelator system with high viscosity and strong mechanical properties.
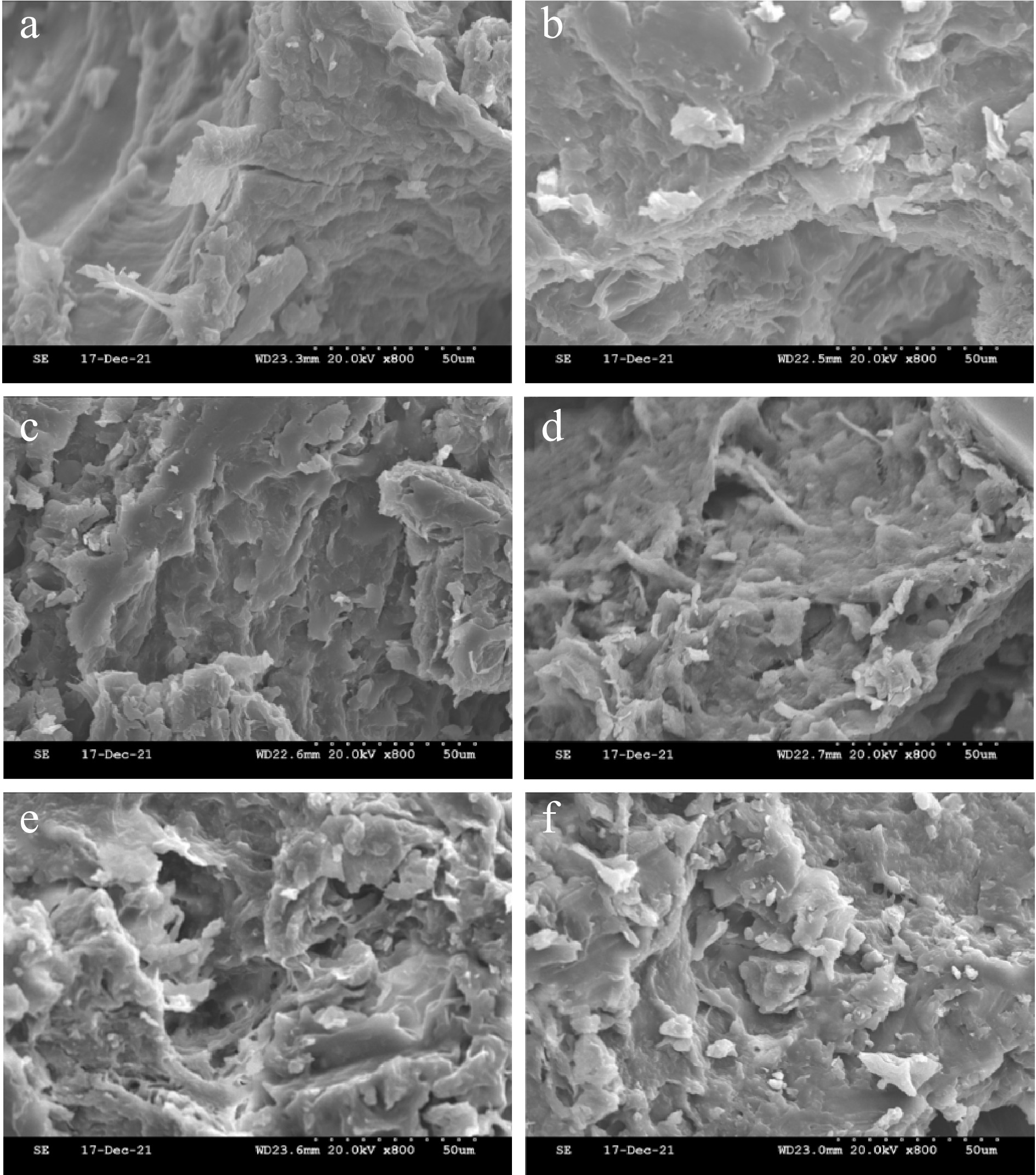
Figure 7.
SEM images of inks at 800x magnification with six beeswax levels (a−f: 0, 1%, 3%, 5%, 7%, 9%, w/w)
-
In this paper, the effects of different concentrations of beeswax (0, 1%, 3%, 5%, 7%, 9%, w/w) on the printing properties and internal structure of white mushroom hybrid gelator systems were investigated. The results demonstrated that when the addition of beeswax was 3%, the printing accuracy reached a maximum of 98.35%, and the appearance was smoother, and the gel strength was nearly doubled when compared to the control group. This change could be attributed to the generation of orthogonal structures, which increased hardness and affected the gel properties of inks. Microstructurally, the beeswax-added ink exhibited a rough characteristic surface with particle distribution. The hybrid gelator systems had good thermal stability at room temperature, and the results of this study provide a reference for the development of novel white mushroom composite gels for 3DFP.
-
The authors declare that they have no conflict of interest.
- Copyright: © 2022 by the author(s). Published by Maximum Academic Press on behalf of Nanjing Agricultural University. This article is an open access article distributed under Creative Commons Attribution License (CC BY 4.0), visit https://creativecommons.org/licenses/by/4.0/.
-
About this article
Cite this article
Xiao K, Pan L, Tu K. 2022. Effect of the addition of beeswax on the gel properties and microstructure of white mushroom powder-based hybrid gelator system for 3D food printing. Food Materials Research 2:6 doi: 10.48130/FMR-2022-0006 

Effect of the addition of beeswax on the gel properties and microstructure of white mushroom powder-based hybrid gelator system for 3D food printing
- Received: 21 March 2022
- Accepted: 28 April 2022
- Published online: 13 May 2022
Abstract: Using white mushroom powder as a raw material, this study proposes a new strategy to apply it to 3D food printing and improve its printing application. The effects of beeswax-gelatin-carrageenan hybrid gelator on the gel strength, rheological properties, microstructure and thermal stability of white mushroom powder-based inks were investigated. The results showed that the addition of beeswax could significantly increase the gel strength of the ink (p < 0.05), and enable 3D food printed objects (cubes and seals) with a smoother surface and greater self-supporting capacity. The rheological results revealed that the hybrid gelator system was a pseudoplastic fluid with shear-thinning behavior, and beeswax addition could increase its elastic modulus and loss modulus. This rheological property was caused by the formation of new crystal forms of beeswax after mixing with the ink in a water bath. It could be seen from the microstructure that the added beeswax was evenly distributed in the network structure, which affected the printing performance during the printing process. Furthermore, the addition of beeswax could reduce the thermal stability of the ink, but had little effect at room temperature. These results suggest that the addition of beeswax had positive effects on the gel properties of the hybrid gelator system, and this work facilitates the practical application of white mushroom in 3D food printing.
-
Key words:
- Hybrid gelators /
- 3D food printing /
- White mushroom /
- Gel property /
- Microstructure