








-
Brewers' spent grain constitutes the primary residue obtained after wort extraction during beer manufacturing. It is one of the most commonly generated residues after the malting and mashing processes, where the starch in barley grains is broken down into soluble sugars. Current brewing technologies produce around 20 kg of brewers' spent grain per 100 L of beer, representing 85% of the industry's total solid waste. This leads to a global annual production exceeding 30 million tons of brewers' spent grain[1]. Brewery residues are typically repurposed for use as animal feed, biogas production, or fertilizers; however, they are sometimes disposed of in the environment. If this biomass is not properly managed, its accumulation may lead to ecological degradation, resulting in the loss of valuable resources[2]. In the context of circular economy principles, valorizing brewers' spent grain would help preserve resources, minimize land use, reduce the carbon footprint of the brewing process, and support the development of innovative waste processing methods. A key requirement for promoting the recovery and treatment of brewers' spent grain is producing high-value-added products that justify broad interest and offset processing costs[3].
Brewers' spent grain is a fiber-rich material mainly composed of cellulose, noncellulosic polysaccharides, and lignin. It contains around 30%−50% w/w of fiber and 15%−30% w/w protein, making it a valuable source for extracting these compounds for food applications. Additionally, other constituents of brewers' spent grain, such as polyphenols, hydrolyzed proteins, and arabinoxylans, are gaining increasing attention for their health-promoting properties[4]. Over the last few years, several studies have been carried out to extract and purify cellulose nanocrystals[5], arabinoxylans[6,7], and proteins[8−10] from brewers' spent grain. However, these component extraction and purification methods often involve intensive physicochemical and/or thermal treatments or the usage of aggressive solvents, or result in low yields.
In this context, ultrasound treatment has become as a promising green technology capable of modifying the structural and functional properties of agro-industrial byproducts. It can enhance cell disruption, promote the release of bioactive compounds, improve protein solubility, and alter particles' surface characteristics. When applied to brewers' spent grain, ultrasound could facilitate the exposure of amphiphilic compounds and increase interfacial activity, thus improving its potential performance as a natural stabilizer in emulsion systems[10,11].
Therefore, using brewers' spent grain in its original or mildly treated form represents a simple and sustainable alternative for food formulations. Its high protein and fiber content suggest its potential as a valuable raw material for plant-based product formulations[1]. Some researchers have studied the usage of brewers' spent grain to enhance the overall fiber and protein content of bread[12], biscuits[13], pasta[14], meat products[15], and plant-based dairy alternatives[16], among others. Nevertheless, the exploration of beer bagasse-derived materials in stabilizing Pickering emulsions has not been thoroughly investigated. Given the increasing interest in Pickering emulsions as structurally stable systems with promising functionality across a range of food applications, including beverages, dairy, sauces and dressings, fortified systems, and packaging, this technology offers enhanced textural properties, shelf-life extension, and clean-label formulation potential[17].
Overall, the development of brewers' spent grain-based particulate stabilizers could represent a novel and sustainable approach to designing advanced food-grade emulsions. Given its composition of amphiphilic proteins and high fiber content, brewers' spent grain is expected to effectively stabilize emulsions without the need for prior isolation of its pure constituents. This work aims to formulate Pickering emulsions stabilized by brewers' spent grain particles and to assess their physical, chemical, and rheological properties. The investigation of brewers' spent grain as a stabilizing agent for Pickering emulsions presents significant opportunities across multiple domains, including sustainable material science, green chemistry, and circular economy initiatives. As a widely available yet underutilized byproduct of the brewing industry, brewers' spent grain holds the potential to enhance the functionality of emulsions while simultaneously addressing the critical environmental challenges associated with industrial waste management.
-
Brewers' spent grain was kindly provided by a local brewery (Rosario, Argentina). High-oleic sunflower oil (Granix) was obtained in a local market (Rosario, Argentina). All other analytical grade reagents were acquired from Sigma Aldrich (Buenos Aires, Argentina).
Characterization of the brewers' spent grain dispersion
Brewers' spent grain flour obtention
-
Samples underwent oven drying (Tecnodalvo, Argentina) at 105 ± 5 °C until they reached a constant weight. After that, the resulting powder was milled using a mill (IKA A11 basic, Germany) and then passed through a 240-μm sieve to obtain the brewers' spent grain flour.
Chemical composition of brewers' spent grain flour
-
The proximal composition of the brewers' spent grain flour was determined. Protein content was determined using the Kjeldahl method (AOAC 979.09, N*6.25); moisture (AOAC 984.25), ash (AOAC 900.02), fat (AOAC 922.06), total dietary fiber (AOAC 985.29), and soluble fiber (AOAC 985.29) were also assayed. Carbohydrates were calculated by difference. All analyses were conducted in triplicate.
Preparation of brewers' spent grain dispersions
-
Brewers' spent grain flour (< 240 μm) was suspended in water at 10% (w/v) and continuously stirred with a magnetic stirrer for 24 h at ambient temperature. The pH was then adjusted to 8.0 using 0.2 N NaOH. Two dispersions were prepared under these conditions: One corresponded to the nonsonicated brewers' spent grain dispersion (BSG), whereas the other was subjected to ultrasonic treatment with a sonicator (Branson Sonifier Digital SFX550, USA) equipped with a 5-mm probe and operated at 50% amplitude for 10 min (30 s on/15 s off) to obtain the sonicated brewers' spent grain dispersion (BSG-S)[18].
ζ-Potential
-
The surface charge of the dispersion particles was analyzed using a dynamic light scattering Nano Particle Analyzer (Horiba SZ-100, Japan) at 25 °C. Prior to measurement, the samples (the BSG and BSG-S dispersions) were diluted 100-fold in distilled water to avoid multiple scattering. Each measurement was conducted in triplicate.
Particle diameter
-
Dynamic light scattering was used to determine the particle sizes of BSG and BSG-S dispersions using a Horiba SZ-100 Nano Particle Analyzer (Japan). Samples were diluted 1:100 with distilled water at pH 8.0, and triplicate measurements (60 s each) were carried out with 2 mL of each dispersion.
Soluble protein content
-
The soluble protein content was determined using the Bradford method, according to Montellano et al.[19]. The BSG and BSG-S dispersions (10% w/v) in distilled water were allowed to hydrate at room temperature for 1 h under gentle stirring and then centrifuged at 10,000× g for 10 min. The protein content of the supernatants was recorded at 595 nm with a ultraviolet (UV) spectrophotometer (Spekol UV 1,200 ZEISS, Germany).
Optical microscopy of dispersion
-
The morphology of the BSG and BSG-S particles in aqueous media was observed using light microscopy with an optical microscope (Mic Bino Arcano XSZ 100BN, China) and a 40× magnification objective.
Emulsion formulation
-
BSG and BSG-S dispersions (10% w/v) in distilled water were hydrated at room temperature for 1 h under gentle stirring. High-oleic sunflower oil (50% v/v) was then incorporated into the aqueous phase containing 5%, 7%, or 9% (w/v) of the BSG or BSG-S dispersions. A coarse emulsion was formed using a rotor-stator homogenizer (Ultra-Turrax, IKA-Labortechnik, Germany) at 18,000 rpm for 2 min. Finally, 0.04% (w/v) sodium azide was added to the system.
Assessment of droplet size distribution by optical microscopy
-
Microscopic images of the emulsions were captured using an optical microscope (Mic Bino Arcano XSZ 100BN, China) and a 40× magnification objective. To determine the oil droplets' size distribution, images were acquired immediately after the emulsions' homogenization and analyzed using ImageJ software.
Creaming index of the emulsions
-
Creaming stability measurements for the emulsions were conducted as described by Lingiardi et al.[20] with slight adjustments. Each sample (5 mL) was placed in a test tube and stored at 4 °C for 7 days. The total height of the emulsion (He) and the serum layer (Hs) were recorded. The creaming index (CI) was calculated using the equation:
$ {{\mathrm{CI}}\text{%} =({\mathrm{Hs/He}})\times100\text{%} } $ (1) Rheology of emulsions
-
Rheological measurements of the oil-in-water (O/W) emulsions were performed using a rotational rheometer HR30 (TA Instruments, Germany) equipped with a parallel plate geometry (40 mm in diameter, 1,000 μm gap). The temperature was maintained at 25 °C using a recirculating bath connected to the rheometer. Samples for analysis were collected approximately 2 cm below the surface of the container.
Flow properties
-
Shear flow tests were conducted from 1 to 100 s−1. Analyses were performed using three flow curves, with data from the third curve used to determine the viscosity as a function of the shear rate. The flow viscosity curves were fitted using the Carreau model described by Rosti and Takagi[21]. The following equation represents the model:
$\eta=\eta_ \infty+(\eta_0-\eta_\infty)(1+[k\times\dot\gamma]^2)^{(n-2)/2}$ (2) where,
$\eta_\infty $ $\dot\gamma $ Oscillatory test
-
A stress amplitude sweep test (0.1%−10%) at 1 Hz was conducted with the emulsions, and a frequency sweep step was determined within the range of 0.1−10 Hz at 0.3% to keep the stress in the linear viscoelastic region (LVR). Frequency curves (G′ versus f) were fitted to the power law using the following equation:
$ \mathrm{G}'= \mathit{k}' \times \mathit{f} ^{ \mathit{n}' } $ (3) where, G′ represents the values of the k′ coefficients, and n′ corresponds to the slopes describing the relationship between the modulus and frequency (f).
Statistical analysis
-
Each experiment was conducted in triplicate. The statistical analysis was carried out using R 3.6.0 software. A one-way or two-way analysis of variance (ANOVA) followed by the Tukey test was applied to identify differences among the samples. The experimental results were expressed as the mean ± standard deviation (SD) and considered significantly different when p < 0.05 at a 95% confidence level.
-
The chemical composition of brewers' spent grain is influenced by multiple factors, including the quality of the barley or alternative cereals used in brewing, as well as the harvesting time, the germination conditions during malting, and the characteristics of the raw materials. Table 1 shows the proximal composition of the brewers' spent grain. The moisture content was below 10%, which is consistent with previously reported values for dried brewers' spent grain (typically 5%−10%) and is desirable for ensuring microbiological stability during storage[22]. The protein content was similar to that described by Kumari et al.[23] and Almeida et al.[24] (~20%) and lower than the values reported by Bonifacio-Lopez et al.[25] and Chin et al.[26]; however, other researchers have given values between 15% and 30% for this component[27]. Total dietary fiber was similar to the results reported by Almeida et al.[24], and the soluble component represented less than 10% of the total fiber content. Other authors have reported higher values for this component, reaching approximately 50%[26] and 54%, with the soluble fraction being the predominant component[25]. Regarding the lipidic content of brewers' spent grain, the value falls within the range of the results reported by other authors[23,25]. However, some researchers reported values above 11%−15%[26,28]. Regarding the mineral content, the values obtained were similar to those reported in several studies, around 3%[25,26]. Carbohydrates accounted for nearly one-third of the brewers' spent grain's composition, mainly attributed to residual starch and low levels of simple sugars. On the whole, despite slight compositional variations, the component profile of brewers' spent grain remained relatively consistent, with proteins and dietary fiber constituting the predominant fractions.
Table 1. Chemical composition of brewers' spent grain.
Component (g/100 g) Moisture 6.7 ± 0.3 Ash 3.0 ± 0.3 Protein 18 ± 1 Fat 6.3 ± 0.4 Total dietary fiber 38 ± 4 Soluble fiber 3.5 ± 0.2 Carbohydrates 28 ± 5 Data are presented as the mean values and standard deviations from three samples (n = 3). Characterization of BSG and BSG-S dispersions
ζ-Potential, particle size, and optical microscopy
-
The ζ-potential and particle size critically influence the ability of solid particles to act as stabilizers in Pickering emulsions, affecting the interfacial adsorption and colloidal stability of the dispersed phase. Typically, higher absolute ζ-potential values and smaller particle diameters are favored to enhance the stability of such emulsified systems[29]. The BSG-S dispersion showed a significantly higher absolute ζ-potential value (Table 2) and a smaller particle size than BSG (Fig. 1a), demonstrating greater electrostatic stabilization and reduced aggregation. These findings may be related to the ultrasonication treatment, which promotes reductions in particle size and increases the magnitude of ζ-potential through exposure of charged groups buried within the matrix[11].
Table 2. ζ-Potential (mV) and soluble protein content (g/L) of brewers' spent grain dispersions with (BSG-S) and without (BSG) sonication.
Samples ζ-Potential (mV) Soluble protein (g/L) BSG dispersion −3.7 ± 0.3b 0.87 ± 0.03b BSG-S dispersion −43 ± 4a 3.9 ± 0.4a Data are presented as the mean values and standard deviations from three samples (n = 3). Different letters in the same column indicate significant differences (p < 0.05) between samples 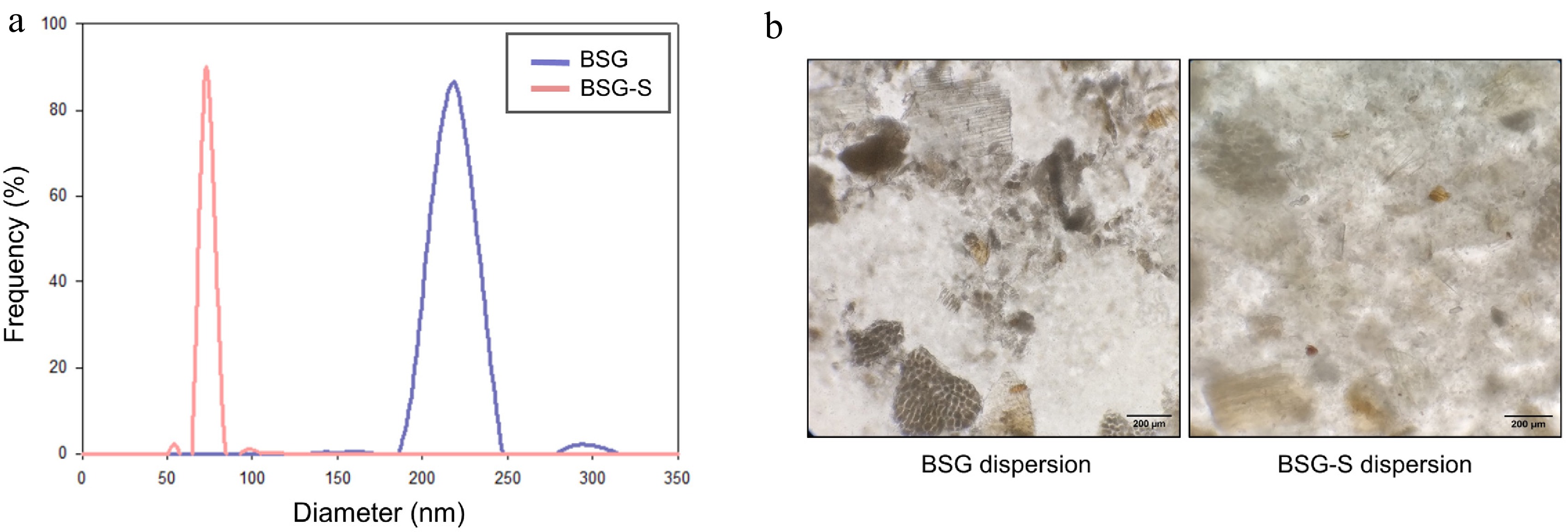
Figure 1.
(a) Particle size (diameter) of brewers' spent grain flour dispersions with (BSG-S) and without (BSG) sonication. (b) Particle dispersion of BSG-S and BSG under light microscopy. The scale bars represent 200 μm in length.
Moreover, the significant increase in soluble protein content in the BSG-S dispersion (Table 2) may suggest that mechanical disruption favored the release of proteins originally entrapped in the insoluble fiber matrix. Similar results have been reported in brewers' spent grain protein isolates, where ultrasound-mediated extraction significantly improved protein solubility and functional properties such as emulsification and foaming capacity[10,30]. This solubilization is known to be related to conformational unfolding and the exposure of polar and hydrophobic amino acid residues, enhancing surface activity and protein–water interactions[31]. As shown in Fig. 1b, microscopy images supported these results, showing a clear disruption of bulky fiber-like aggregates into more homogeneous, fine particles. Such structural breakdown underlies the reduction in particle size and the increased ζ-potential resulting from disruption of the insoluble network and liberation of smaller, surface-active fragments. The combination of reduced size, increased surface charge, and enhanced protein availability suggests a considerable potential for the use of treated brewers' spent grain dispersions as functional ingredients in food formulations.
Characterization of emulsions
Optical microscopy results of droplet size
-
Determining the droplet size is essential in Pickering emulsions, as it governs key attributes, including the stability, interfacial coverage, and rheological behavior. Smaller and more uniform droplets maximize the interfacial area and facilitate dense particle packing at the oil–water interface, thereby enhancing resistance to coalescence and creaming[32]. Figure 2a shows the optical microscopy images of the emulsion droplets of BSG and BSG-S at concentrations ranging from 5% to 9% w/v. The presence of spherical droplets in the images confirms the formation of oil-in-water Pickering emulsions stabilized by BSG and BSG-S. Emulsions prepared with 5%, 7%, and 9% w/v of BSG exhibited a larger average droplet diameter than those formulated with BSG-S. The smaller droplet size observed in emulsions formulated with BSG-S dispersions may be associated with an increase in protein released from the lignocellulosic matrix, as previously discussed. The cavitation phenomenon induced by ultrasonication can disrupt hydrogen bonds and van der Waals interactions, facilitating the migration of proteins into the aqueous phase. These released proteins, because of their amphiphilic nature, are expected to enhance interfacial activity and promote emulsification, leading to smaller droplets[33,34].
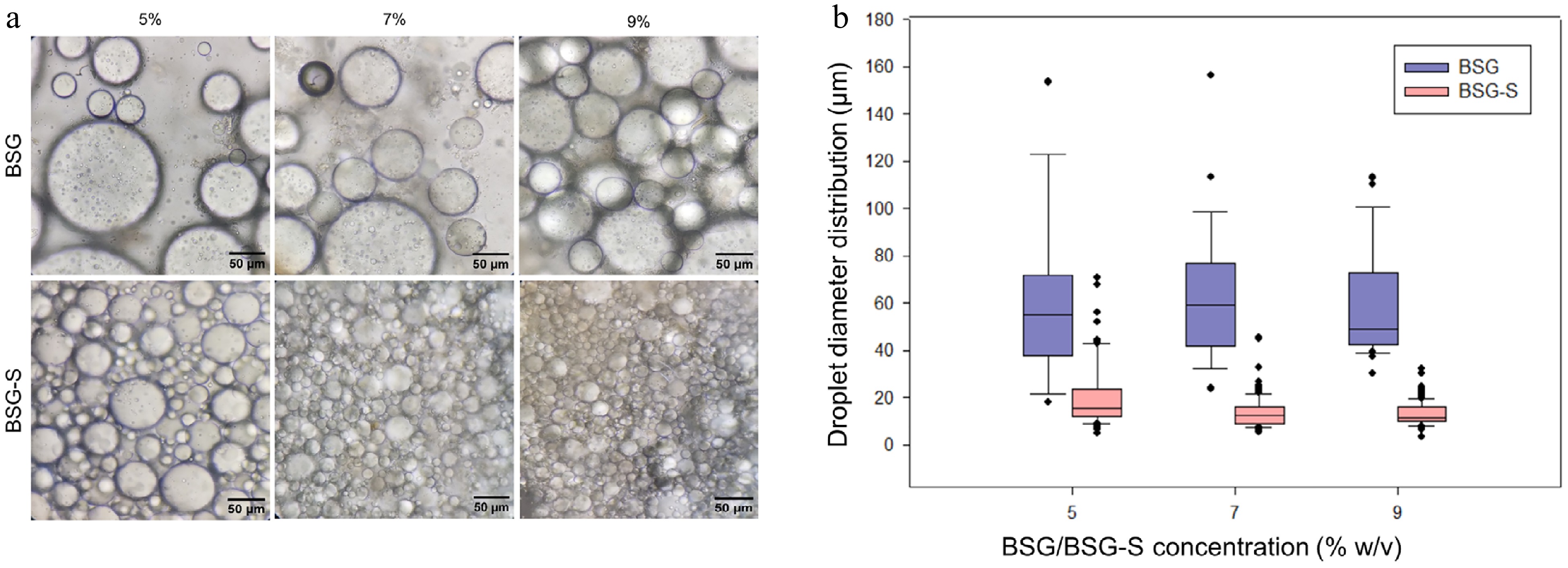
Figure 2.
(a) Representative micrographs and (b) droplet size distribution of emulsions stabilized with 5%, 7%, and 9% w/v of brewers' spent grain dispersions with (BSG-S) and without (BSG) sonication. The scale bars indicate 50 μm in length.
Moreover, with an increase in the BSG-S concentration from 5% to 9% w/v in the formulation, the emulsions tended to display smaller and more homogeneous droplet size distributions (Fig. 2b). This improvement can be explained by the higher particle availability at the oil–water interface, resulting in more densely packed coverage that forms a steric barrier against coalescence[35]. Additionally, brewers' spent grain contains proteins and insoluble dietary fiber that may contribute to both interfacial activity and bulk viscosity. Proteins adsorb at the interface, improving wettability and emulsion ability, whereas fibers increase the viscosity of the continuous phase and reduce droplets' movement and collisions; both factors narrow the size distribution further and prevent the growth of larger droplets[26,36]. Chin et al.[26] demonstrated that increasing the concentration of brewers' spent grain particles in emulsions led to a decrease in the mean droplet diameter and polydispersity index, consistent with our findings. Moreover, Klosowski et al.[37] also demonstrated that the nanoparticle concentration significantly influences droplet size and polydispersity in Pickering emulsions stabilized by starch containin brewers' spent grain, where higher concentrations yielded smaller and more monodisperse droplets.
Creaming index
-
Figure 3a, b shows the visual appearance and the creaming index of the emulsions stabilized by BSG and BSG-S, revealing the significant effect of dispersive treatment and concentration on the creaming behavior. In emulsions containing BSG without sonication, phase separation becomes apparent within 15 min at all tested concentrations. This rapid destabilization likely results from the larger particle aggregates of lignocellulosic material that do not adsorb effectively at the oil–water interface and fail to form a cohesive stabilizing network[38]. In contrast, emulsions formulated with BSG-S show no creaming through to 24 h at any concentration. After 24 h, the creaming index begins to increase, reaching approximately 20%–30% after extended storage. Sonication could reduce particle size and improve the dispersion of fibrous fragments, increasing the interfacial surface area and enabling irreversible adsorption that effectively decreases droplets' migration and coalescence over extended periods[39].
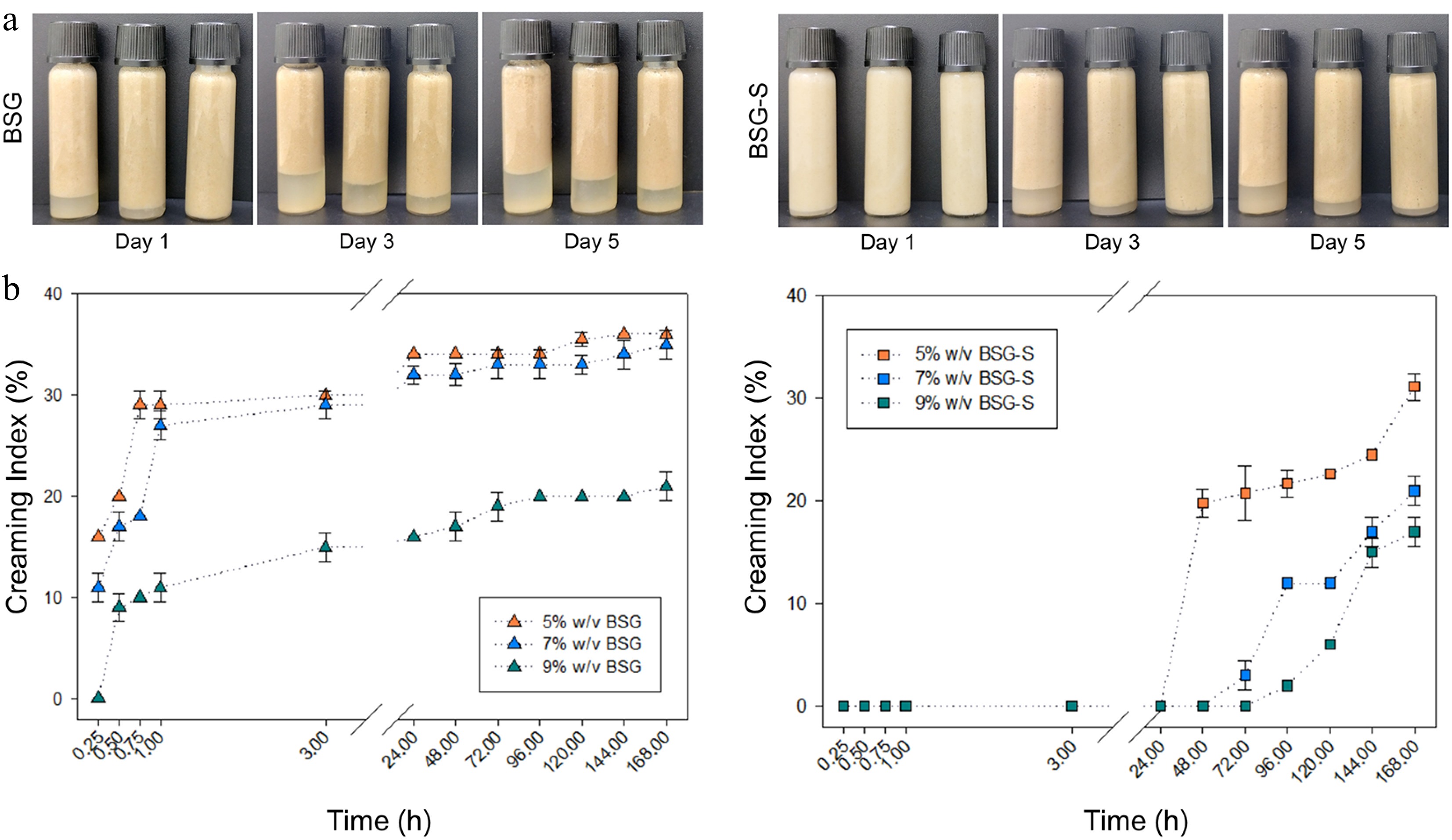
Figure 3.
(a) Visual appearance of emulsions stabilized with 5%, 7%, and 9% w/v (from left to right) of brewers' spent grain dispersions with (BSG-S) and without (BSG) sonication. (b) Creaming index of emulsions stabilized with 5%, 7%, and 9% w/v of BSG-S and BSG.
For both the BSG- and BSG-S-stabilized emulsions, increasing the concentration from 5% to 9% w/v results in noticeably lower creaming index values (Fig. 3b). In BSG-stabilized emulsions at 5% w/v, creaming is fastest and most pronounced, but at 9 % w/v, the creaming index plateau is lower (~15% vs. ~30%), showing that higher concentration contributes to increasing the viscosity and to improving network formation in the continuous phase[40]. In BSG-S-stabilized systems, the delay in creaming until 24 h becomes even more pronounced at higher concentrations, and rgw eventual creaming index values remain slightly lower, suggesting that at ≥ 7 % w/v, enough particles are available to fully coat the droplets and form stable interfacial layers through a fibrous network with proteins adsorbed on the oil–water interface[26]. Along similar lines, Deng et al.[41] studied the ability of lignocellulosic nanofibril isolates to stabilize Pickering emulsions and showed that at higher concentrations, excess particles can form a secondary fiber-rich network in the vicinity of a droplet to limit its movement, thereby enhancing the droplet's stability. This trend aligns with previous work on cellulose nanocrystals derived from sugarcane bagasse, where emulsions stabilized with concentrations higher than 3% wt remained stable for months, with an emulsion index above 80%[42]. Likewise, in studies using nanocellulose from sugarcane bagasse, higher concentrations suppressed creaming by increasing viscosity and network formation in the continuous phase[40]. Jantason et al.[43] compared the stabilizing capacity of β-glucan extracted from brewers' spent grain with commercial stabilizers such as carboxymethyl cellulose, xanthan gum, oat β-glucan, and gum arabic. They found that β-glucan extracted from brewers' spent grain exhibited a lower creaming index at increased concentrations, especially when compared with the other stabilizers in oil–water emulsions. The observed delay in creaming beyond 24 h for BSG-S in the present work is notable and suggests high stabilization efficiency relative to many studies in the recent literature, most of which focus on specific brewers' spent grain-derived extracts and do not focus on the use of whole bagasse.
Rheology of the emulsions
-
Since the emulsions formulated with BSG-S demonstrated physical stability, the rheological tests were conducted on these formulations.
Flow test
-
As shown in Fig. 4a, the flow curves indicate that all emulsions exhibited non-Newtonian shear-thinning behavior, which is characteristic of structured emulsions where the dispersed droplets and stabilizing particles interact to form a network that resists flow at low shear rates and progressively breaks down under shear[44]. To further evaluate the flow behavior, data were fitted to the Carreau model, and the fitting parameters are summarized in Table 3. For all samples, the correlation coefficient R2 ≥ 0.99 indicated that this model provides a good fit for characterizing the flow behavior of these complex dispersions. The consistency index (k) increased significantly with the concentration of BSG-S, indicating a notable enhancement in viscosity and structure. Conversely, the flow behavior index (n) decreased from 0.51 to 0.38, reflecting a stronger shear-thinning behavior at higher BSG-S concentrations. This trend suggests that an increased concentration leads to the formation of a denser network of particles and droplets, which resists flow at low shear rates but breaks down more readily at higher shear rates[45]. Similar rheological trends have been reported for Pickering emulsions stabilized with plant-based fibers and particles. Lin et al.[46] formulated Pickering emulsions stabilized with micronized sugar beet pulp, composed of ~60% insoluble fiber-rich particles and ~40% soluble components. They reported that increasing the particle content leads to a higher apparent viscosity and shear-thinning behavior, attributed to the formation of a more entangled particle network in the continuous phase. This network contributes significantly to the emulsion's stability by preventing creaming and enhancing viscoelasticity.
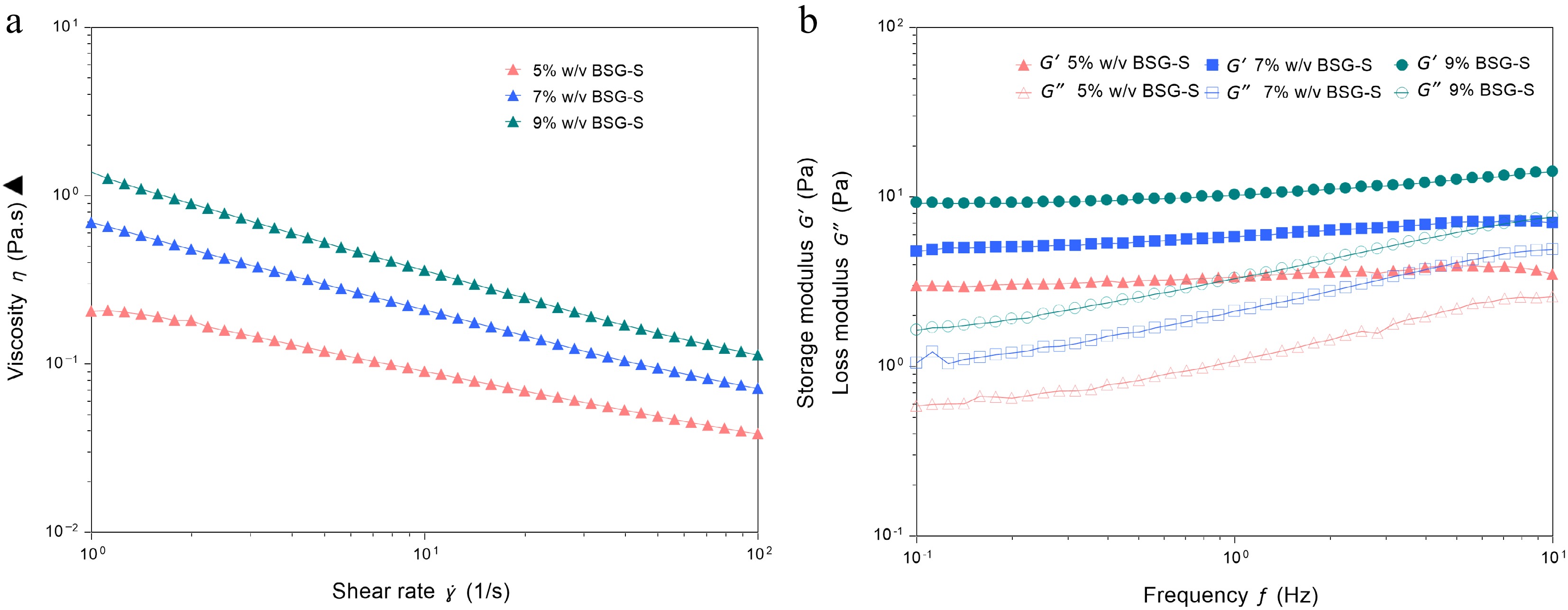
Figure 4.
(a) Flow curves and (b) frequency sweep test of emulsions stabilized with 5%, 7%, and 9% w/v of brewers' spent grain dispersions with sonication (BSG-S).
Table 3. Viscosity curve fitting parameters for the Carreau model for BSG-S-based emulsions at 25 °C.
Samples k (s) n (−) R2 BSG-S 5% 0.87 ± 0.07c 0.51 ± 0.03a 0.99 BSG-S 7% 2.5 ± 0.5b 0.45 ± 0.01b 0.99 BSG-S 9% 73 ± 2a 0.38 ± 0.01c 0.99 Different letters in the same column indicate significant differences (p < 0.05) between samples. Likewise, Wu et al.[47] evaluated the effect of increasing concentrations (from 0.2% to 1.0%) of cellulose nanofibers extracted from wheat bran on the rheological properties of oil-in-water Pickering emulsions. The study indicated that higher nanofiber concentrations led to a significant enhancement of the apparent viscosity and non-Newtonian shear-thinning behavior of the emulsions. The authors attributed this to the development of a more interconnected and rigid particle network in the continuous phase, which contributed to stronger flow resistance at low shear rates. These findings closely align with the present study, supporting the idea that higher concentrations of plant-derived fibers or particles promote microstructural organization that governs the rheological behavior and physical stability of Pickering emulsions.
Oscillatory test
-
Amplitude sweep tests were used to determine the LVR and confirmed that a stress of 0.3% was appropriate for all samples (data not shown). The frequency sweep test (Fig. 4b) shows that at low frequencies, the storage modulus (G') was higher than the loss modulus (G''), suggesting a structured, elastic-dominated network under slow deformation. Both G' and G'' increased with the concentration of BSG-S, consistent with progressive reinforcement of the particle–polymer network. However, as the frequency increased, G'' showed a steeper rise than G', suggesting a possible approach toward a crossover (G' ≈ G'') at intermediate/high frequencies for the 5% and 7% samples, whereas the 9% sample retained a predominantly elastic character across most of the tested range.
This tendency toward a potential crossover may indicate frequency-dependent structural relaxation, where the network behaves predominantly elastically under slow deformations but gradually loses its ability to sustain elastic integrity as the oscillation rate increases, leading to a comparatively more viscous response at higher frequencies. Such frequency-dependent G'/G'' behavior and the shift of the crossover to higher frequencies with stronger structuring have been reported for particle- and polymer-stabilized emulsions[48]. These oscillatory results are consistent with the steady-shear flow data (Fig. 4a); higher BSG-S concentrations displayed larger low-shear viscosities and more pronounced shear-thinning, which reflect a stronger microstructural network resisting flow at low shear rates and yielding/breakdown at high shear rates.
The frequency-dependent data fitted to the power law model revealed that the consistency index (k′) markedly increased with BSG-S concentration, whereas the flow behavior index (n) remained below 1 and decreased slightly (Table 4), confirming shear-thinning behavior. The progressive increase in k′ from 5% to 9% indicates a strengthening of the elastic network as the BSG-S content rises, reflecting a more structured and rigid system at higher concentrations. This is consistent with the higher biopolymer content enhancing droplets' interactions and forming a stronger viscoelastic gel-like structure[38]. The slight decrease in n from 5% to 7% and 9% BSG-S may be attributed to increased particle–particle interactions and the improved interfacial coverage resulting from sonication, leading to more energy-dependent structural breakdown under oscillation[49].
Table 4. Rheological parameters for emulsions with 5%, 7%, and 9% (w/v) of the BSG-S dispersion.
Samples kʹ (Pa.sn) n (−) R2 BSG-S 5% 2.94 ± 0.09c 0.109 ± 0.003b 0.95 BSG-S 7% 5.5 ± 0.5b 0.097 ± 0.001a 0.98 BSG-S 9% 9.2 ± 0.4a 0.096 ± 0.001a 0.96 Different letters in the same column indicate significant differences (p < 0.05) between samples. -
This study demonstrated the feasibility of formulating particle-stabilized Pickering emulsions suitable for food applications, with a comprehensive evaluation of their physicochemical and rheological properties. Initial characterization of the BSG and BSG-S dispersions revealed that sonication significantly enhanced their functionality by increasing their ζ-potential, reducing particle size, and releasing more soluble proteins, which are factors that contribute directly to interfacial activity.
Emulsions stabilized with BSG-S showed markedly improved performance, exhibiting smaller oil droplet sizes that decreased further with increasing BSG-S concentrations (from 5% to 9% w/v). These emulsions also showed a pronounced delay in creaming, remaining stable for over 24 h. This delay reflects high stabilization efficiency, similar to or even exceeding systems based on brewers' spent grain-derived nanostructures, yet achieved using the whole material with minimal processing.
Rheological analysis further confirmed that BSG-S-stabilized emulsions exhibited shear-thinning behavior, with the consistency index increasing and the flow behavior index slightly decreasing at higher BSG-S concentrations. These results indicate the formation of a stronger, more elastic viscoelastic network, which likely contributes to the enhanced stability observed and highlights the role of protein–fiber complexes and fine particles in Pickering-like stabilization.
In contrast to most studies that rely on isolated components from brewer's spent grain (such as proteins, cellulose, or arabinoxylans), this work highlights the potential of whole brewers' spent grain, treated only by sonication, as an effective, low-cost, and sustainable Pickering stabilizer. These findings support the valorization of brewery byproducts and open new avenues for their application in food, cosmetic, and pharmaceutical formulations.
Nadia Lingiardi gratefully acknowledges the Consejo Nacional de Investigaciones Científicas y Técnicas for the fellowship awarded to her. This work was supported by grants from the Agencia Nacional de Promoción Científica y Tecnológica (PICT-2021-GRF-TII-00239) and from Universidad Nacional de Rosario (80020210200112UR).
-
The authors confirm their contributions to the paper as follows: investigation: Lingiardi N, Galante M; formal analysis, data curation, writing – original draft: Lingiardi N; methodology: Lingiardi N, Galante M, Rodriguez F; reviewing and editing: Lingiardi N, Galante M, Spelzini D; funding acquisition, project administration, supervision: Spelzini D. All authors reviewed the results and approved the final version of the manuscript.
-
The data generated during this study are included in the published article, and further inquiries can be directed to the corresponding author.
-
The authors declare that they have no conflict of interest.
- Copyright: © 2026 by the author(s). Published by Maximum Academic Press on behalf of Nanjing Agricultural University. This article is an open access article distributed under Creative Commons Attribution License (CC BY 4.0), visit https://creativecommons.org/licenses/by/4.0/.
-
About this article
Cite this article
Lingiardi N, Galante M, Rodriguez F, Spelzini D. 2026. Valorizing brewers' spent grain into sustainable stabilizers for food-grade Pickering emulsions: effect of sonication on physicochemical and rheological properties. Food Materials Research 6: e007 doi: 10.48130/fmr-0026-0007 

Valorizing brewers' spent grain into sustainable stabilizers for food-grade Pickering emulsions: effect of sonication on physicochemical and rheological properties
- Received: 04 December 2025
- Revised: 26 January 2026
- Accepted: 09 March 2026
- Published online: 21 May 2026
Abstract: Brewers' spent grain, the primary residue obtained after wort extraction in beer manufacturing, represents an underutilized resource with potential for upcycling into functional food materials. Emerging green technologies such as ultrasonication can modify the structural and interfacial properties of plant-based materials, enhancing their functionality in complex food systems. This study investigated the use of whole brewers' spent grain particles as sustainable stabilizers for Pickering emulsions, with a focus on their structure–function relationships. Brewers' spent grain flour was characterized for chemical composition, and aqueous dispersions were prepared, either untreated (BSG) or ultrasonicated (BSG-S). Both dispersions were evaluated for particle size, ζ-potential, soluble protein content, and microstructure. Coarse oil-in-water Pickering emulsions were formulated using 5%, 7%, and 9% (w/v) BSG or BSG-S as stabilizing particles. Ultrasonication significantly modified the physicochemical features of brewers' spent grain, reducing particle size, increasing surface charge, and enhancing the release of soluble proteins, thereby improving interfacial functionality. Emulsions stabilized with BSG-S displayed smaller and more uniform droplets, with droplet size decreasing as the stabilizer concentration increased. These systems also exhibited a lower creaming index and maintained physical stability for over 24 h. Rheological measurements confirmed a shear-thinning behavior, with increased viscosity at higher particle concentrations, which contributes to the emulsion's structuring. This work highlights minimally processed brewers' spent grain as a low-cost, upcycled, and efficient Pickering stabilizer, offering a promising route toward the development of sustainable food materials and circular economy practices.
-
Key words:
- Food emulsifier /
- Vegetable protein /
- Sustainability /
- Green technology