








-
Diminutive-seeded grasses identified as millets have been grown for thousands of years in various regions of the world. The denomination 'millet' is utilized to describe a group of minuscule-seeded grains that are members of the Chlorideae and Paniceae tribes of the Poaceae family[1]. Although being dominated by other grains like rice and wheat, millets are currently regaining appeal as a nutritious, environmentally friendly dietary choice. Millet has more nutritional components than other cereals, including vitamins, dietary fibre, protein, starch, and minerals. As a result of its health advantages, millet is gaining more and more attention from researchers and manufacturers[2]. Millets are a source of minerals including calcium and iron, vitamin B-complex, phytic acid-bound phosphorus, dietary fibre, polyphenols, and lipids. Due to its flexibility to different growing situations, decreased water needs, and sparing use of herbicides and fertilizers, millet production is on the rise. Millets are also renowned for their resistance to climate change and capacity to flourish in locations with poor soil fertility. Due to their agro-climatic requirements, millets thrive in semi-arid regions of Asia and Africa, while other important crops fail. Yet, millets are farmed, produced, and eaten differently in many regions of the world[1]. They also require less water and less time to cultivate. Millets have a higher concentration of unavailable carbohydrates (such as dietary fibre) and a greater satiety impact; thus, they are generally regarded by consumers as a suitable diet to combat health issues brought on by a certain way of life[3]. Millets are gluten-free and an excellent substitute for people with celiac disease or gluten sensitivity; they are an important part of a balanced diet.
The interest in biodegradable packaging concepts is predicted to rise further as customers become more environmentally conscious, and millet starch-based packaging technologies are likely to become more popular in the future. An alternative starch source with improved functional qualities is being explored as a solution to the depletion of traditional sources of starch necessary to meet the regular requirements of a rising population. Millet starch is one such possibility and is being utilized in the development of sustainable and biodegradable packaging films.
Millet starch is a natural polymer that is derived from millet grains and has many unique properties that make it an attractive alternative to traditional plastic films. One of the key advantages of millet starch-based films is their biodegradability, unlike traditional plastics, which can take hundreds of years to decompose. Plastics are mostly used for packaging (about 40%), but 50% of total plastics manufactured are anticipated to be disposable, and 9% are recyclable, according to the Plastics Europe Market Research Group[4]. Global plastic production reached approximately 460 Mt in 2024, of which 8 Mt have been estimated to reach the ocean, with an expected increase by an order of magnitude by 2025[5,6]. A biopolymer notable for its biocompatibility, biodegradability, availability, and ease of thermoplastic conversion is starch. In particular, polysaccharides like starches, which are inexpensive, non-toxic, biodegradable, and readily available, have significant benefits over synthetic polymers for replacement in plastics. Compared with other biodegradable polymers like polylactic acid (PLA) or polyhydroxyalkanoates (PHA), millet starch-based films are also less expensive[7]. BB Home Compostable Cling Film, TDS Biodegradable Food Storage Wrapping Film, GREENDOT BIOPAK Biodegradable & Compostable Bio Cling Film, and Amit Marketing Compostable Packing Cling Film-250 m are some starch-based packaging films marketed as a fully compostable, plant-based cling film alternatives to conventional plastic wrap; good for everyday food storage while reducing plastic waste. An eco-friendly cling film aimed at multipurpose packaging, offering a plastic-free option for households or small-scale packaging tasks.
Overall, the incorporation of millet starch into packaging films marks a significant advancement in the search for environmentally friendly packaging options. A rise in the use of millet starch-based films can be anticipated as more companies become aware of their advantages and a decrease in the environmental impact of packaging waste. With an emphasis on yield, purity, and environmental effect, a comparison of traditional and novel starch extraction techniques for millet grains is provided. The paper also describes important methods for creating packaging films made from millet starch, such as solvent casting, extrusion, and combining with functional additives or biopolymers to improve performance. It also looks at how processing settings affect the functionality and content of films. A detailed evaluation of mechanical, thermal, barrier, and microstructural properties of several millet starch-based edible films is provided, highlighting differences deriving from extraction procedures, formulation strategies, and processing circumstances. Overall, this review article will contribute a thorough summary of the status of the research on packaging made from millet starch and show its potential as a sustainable and environmentally friendly substitute for traditional plastic packaging.
-
The most prominent millet varieties are foxtail millet, finger millet, sorghum, and pearl millet among the various millet species. Starch is a complex carbohydrate (Supplementary Fig. S1) made up of glucose molecules. It is an important source of energy for people and is the main storage form of carbohydrates in plants. The variety, growing environment, and processing techniques all affect the starch quantity and composition of various millets. Millets typically comprise 60%–80% starch, with the remaining ingredients being protein, dietary fibre, and other nutrients.
Pearl millet, commonly referred to as bajra, is a millet that is extensively grown around the world, particularly in India and Africa. It is a good source of dietary fibre, protein, and carbohydrates. The pearl millet has an amylose content of 20%–30% and a starch level of 60%–70%. For the dried content of 92.5%, it was reported to contain crude ash, fibre, and starch at 2.1%, 2.8%, and 63.2%, respectively[8]. The amylose content of pearl millet makes it a good choice for people with diabetes, as it has a lower glycemic index than other grains. Resistant starch, soluble and insoluble dietary fibres, minerals, and biochemicals exhibiting antioxidant properties were also found to be significantly abundant in pearl millet. The starch content of pearl millet flour ranged between 59.25% and 69.40%[9].
Finger millet, also known as ragi, is a popular millet in India and Africa. It is a rich source of starch, protein, and other nutrients. The starch content of finger millet ranges from 60%–70%, and the amylose content ranges from 16%–28%. Where a 16.67% to 18.90% range in amylose content was observed, amylopectin content was found to be from 81.10% to 83.33%[10]. Around 80% to 85% of amylopectin and 15% to 20% of amylose were reported in finger millet starch. Similarly, Indian finger millet starches have amylose and amylopectin levels that vary from 15.8% to 16.2%, and 83.8 to 84.2%, respectively. The geometric mean diameter of pearl millet is 2.81 ± 0.71 mm, and the arithmetic mean diameter is 2.85 ± 0.86 mm. Foxtail millet, sometimes referred to as kangni, is a great source of carbohydrates, protein, and other nutrients. It contains 60%–70% starch and 20%–30% amylose. Yang et al.[11] studied the starch content of different types of foxtail millet and found that the starch and amylose content varied from 67.5% to 68.7% and 3.3% to 11.4%, respectively.
Proso millet, which is high in protein, carbohydrates, dietary fibre, and several trace elements, including Mg, Fe, and Ca, is considered to be a revolutionary medicinal food crop. Due to the widespread usage of starch in food systems, proso millet was analyzed in a study by Chang et al.[12], who reported a high starch level of 60% to 70%. In a study conducted by Zheng et al.[13], under varied heat treatment conditions, the amylose content ranged from 14.7% to 22.5%, and the amylopectin content ranged from 79% to 85%.
Characteristics of millet starch
Swelling power
-
Millet starch has various characteristics (Table 1)[14]. When starch granules are heated, they have the potential to absorb water and expand. The amylose and amylopectin content, granule size, and processing conditions all have an impact on the swelling capacity of millet starch. In comparison to other cereal grains, millet starch has a relatively high amylose concentration, which contributes to its greater swelling capacity[15,16]. Amylopectin creates a complex arrangement between the starch molecules. It helps create a network that is hard and resistant to swelling[17]. The swelling is also impacted by the processing parameters, such as the heating temperature and duration. The physicochemical characteristics of starches from four indigenous types of millet grown in Nigeria found that the millet's swelling power varied between 0.21% and 0.91% for dry-milled millets, and 0.53% to 0.87% for wet-milled millets at 85 °C[18]. A recent study carried out by Dangi et al.[19] showed that with the addition of guar gum and its acid hydrolysate, the swelling power of pearl millet starch increased with an increase in temperature (85–90 °C) for at least 30 min.
Table 1. Physicochemical properties of millet starch.
Starch source Starch content (%) Treatments Solubility (%) Water absorption (ml/g) Swelling
powerWater binding (%) Gelatinization temperature ( °C) Ref. Finger millet 65–72 Ultra-sonication and annealing 0–34 126–195 − 189–298 − [14] Hydrothermally modified 13.40 − 3.49 ± 0.09 290 ± 14 − [15] Acid-modified starch 10.70 ± 0.42 − 3.45 ± 0.42 282 ± 24 − Enzymatically modified 3.18 ± 0.25 − 3.18 ± 0.25 200 ± 0.41 − Foxtail millet 70–75 Annealed − 2.4–2.6 2.1–3.1 − − [16] ultrasound modified − 1.5–2.5 2.0-3.0 − − Annealing and ultra-sonication − 2.2–2.4 2.0–4.0 − − Ultra-sonication and annealing − 2.3–2.5 2.0–4.0 − − Proso millet 72–78 Native 0–15 − 2–18 − 73.67 ± 0.10 [14,78] hydrothermally modified 0–5 − 2–13 − 84.78 ± 0.09 Ultra-high pressure − − − − 50–77 [31] with proanthocyanidins 5.30–17.30 − 13.30–20.10 − 81.90-87.80 [15,79] Pearl millet 63–70 Native 10.4 ± 0.4 − 14.0 ± 0.6 − 50–62 [80] acetylated 11.3–19.5 − 14.0–18.4 − − In comparison with many reported studies, native millet starches exhibit a broad swelling-power range that varies depending on species and temperature; documented values range from around 2 to 19 g/g, with some barnyard, pearl, and sorghum samples at the upper end, and foxtail and proso millets frequently in the lower to mid end. Variety level differences are consistent. Proso millet frequently exhibits moderate swelling that rises following heat treatments; finger and barnyard millets show reduced swelling unless modified; and foxtail millet starches generally show smaller, polygonal granules and moderate swelling.
Solubility of millet starch
-
The amount of amylose and amylopectin, the size of the granules, and the processing conditions all affect the solubility of millet starch in the solvent. Due to the high amylose content in millet, it has a comparatively low solubility when compared to other cereal grains[17]. However, mechanical or enzymatic processes that disassemble the intricate structure of amylose molecules can increase the solubility of millet starch. In the recent study carried out by Dangi et al.[19], the solubility of millet starch is also influenced by the processing parameters, such as the heating temperature and duration. The solubility of millet was observed to range between 9.5% and 24% for dry-milled millets, and 11% to 20% for wet-milled millets[18]. Kumar et al.[20] reported that chemical or enzymatic depolymerization increases the solubility, but some physical modifications (such as ultra-high pressure, specific HMT/annealing regimes) can decrease water solubility by strengthening granular order. Solubility is measured over 50 to 95 °C and increases with temperature and alkaline pH.
Gelatinization temperature
-
Gelatinization is the process by which starch granules take up water and swell, breaking down internally and releasing molecules of starch into the surrounding liquid. Gelatinization temperature of millet starch is affected by several parameters, viz., the amount of amylose and amylopectin, the size of the granules, and the processing specifications[21].
Compared to other cereal grains, millet starch has a comparatively elevated gelatinization temperature. Depending on the variety and processing circumstances, millet starch can gelatinize at 60 to 80 °C[21]. The high amylose content of millet starch, which produces an intricate structure within the starch molecules that prevents water penetration and swelling, is responsible for the high gelatinization temperature of millet starch[17,22]. Amylopectin aids in the development of a stiff network that withstands gelatinization. However, amylose content of millet starch enables more effective water absorption and a higher gelatinization temperature.
Extraction of starch
Wet milling
-
Considering starch structures have a strong connection to the proteins found in grains, solubilizing the proteins before extracting the starch is the best approach to ensure purity. This is often done using chemicals and enzymes. Typically, one of the three wet milling techniques is employed for starch extraction—water steeping, acid steeping, or alkaline steeping for 6–24 h[21]. Yield increases as steeping duration increases. By wet milling, finger millet, pearl millet, proso millet, and foxtail millet had starch yields of 69.1%, 70.4%, 93.7%, and 69.1%, respectively. Similarly, a starch yield of 56.7% was attained from pearl millet[23]. Wet milling is considered to be the most preferred technique by researchers for millet starch extraction[24,25].
By concluding reported findings, wet-milling yields for millet starches generally fall between 45% and 65%, with the majority of studies reporting average yields between 55% and 62%, depending on the variety and extraction circumstances. In recent experiments, alkaline steeping has generated (64.7%) starch recovery from barnyard millet, which frequently delivers one of the greatest wet-milling yields. Wet milling yields of finger millet are moderate; yields of 50%–55% have been reported using certain alkaline/water steeping regimens. Although proso kernels are high in starch (70%–74% composition), actual wet-milling recovery is lower and heavily influenced by the dehusking and steeping procedure. Proso and foxtail millets typically yield modest amounts (50%–60%).
Dry milling
-
The method of dry milling is frequently employed to separate the starch from millet grains. The grains are then dried to a specific moisture content, typically below 10%, to ensure efficient milling. The drying can be done by different methods, including oven drying, air drying, vacuum drying, or spray drying. Eke-Ejiofor et al.[18] reported that oven drying at 60 °C for 24 h was the optimum condition, exhibiting better milling quality.
Enzymatic method
-
One of the methods for extracting millet starch is the enzymatic method, which uses enzymes (1%–2%) to disassemble the millet grain's components and separate the starch. It breaks down delicate starch granules and creates minute holes and pores on the surface of the granules in 15–20 min. This reduces the suspension's ability to hold water and its viscosity[26]. Usually, amylases, which convert millet's complex polysaccharides into simpler sugars, are the enzymes involved in this process. The modification mechanism improves water solubility and decreases digestion. Durationof agitation affects the enzymatic processing[27], ideally, 5,000–6,000 rpm for 15–20 min gives an optimal result. In comparison to other techniques, such as the acid-alkaline approach, enzymatic extraction is a milder process that doesn't use strong chemicals and often yields more starch with better purity.
Kernel starch concentration, bran/endosperm ratio, and steeping/extraction technique are the main causes of yield variations. While alkaline steeping, prolonged soaking, or enzymatic pretreatment frequently increase recovery, harsh chemicals or high heat might reduce purity even if recovery increases.
Novel methods of extraction
Ultrasound-assisted extraction (UAE)
-
There are several novel methods of starch extraction, such as ultrasound, microwave, and pulse electric field extractions, as illustrated in Fig. 1. High-frequency sound waves from 25 kHz are employed in a technique called ultrasonography-assisted millet starch extraction to weaken the outermost layers of cells of millet seeds and release the starch granules inside. The effects of ultrasonic modification depend on the parameters of the starch suspension, sound, frequency, temperature, and processing time; thus, faster extraction times, greater starch yields, and enhanced starch quality are all advantages of employing ultrasound in the extraction of millet starch[28]. Millet starch yields and recoveries for the wet milling isolation technique range from 33.82% to 44.07%, and 44.82% to 59.43%, respectively, whereas for the ultrasound-aided isolation approach, they range from 43.39% to 52.65%, and 64.39% to 75.70%, respectively[9]. The procedure is also more energy-efficient than conventional extraction techniques like wet milling or grinding that need a lot of water and power to operate.
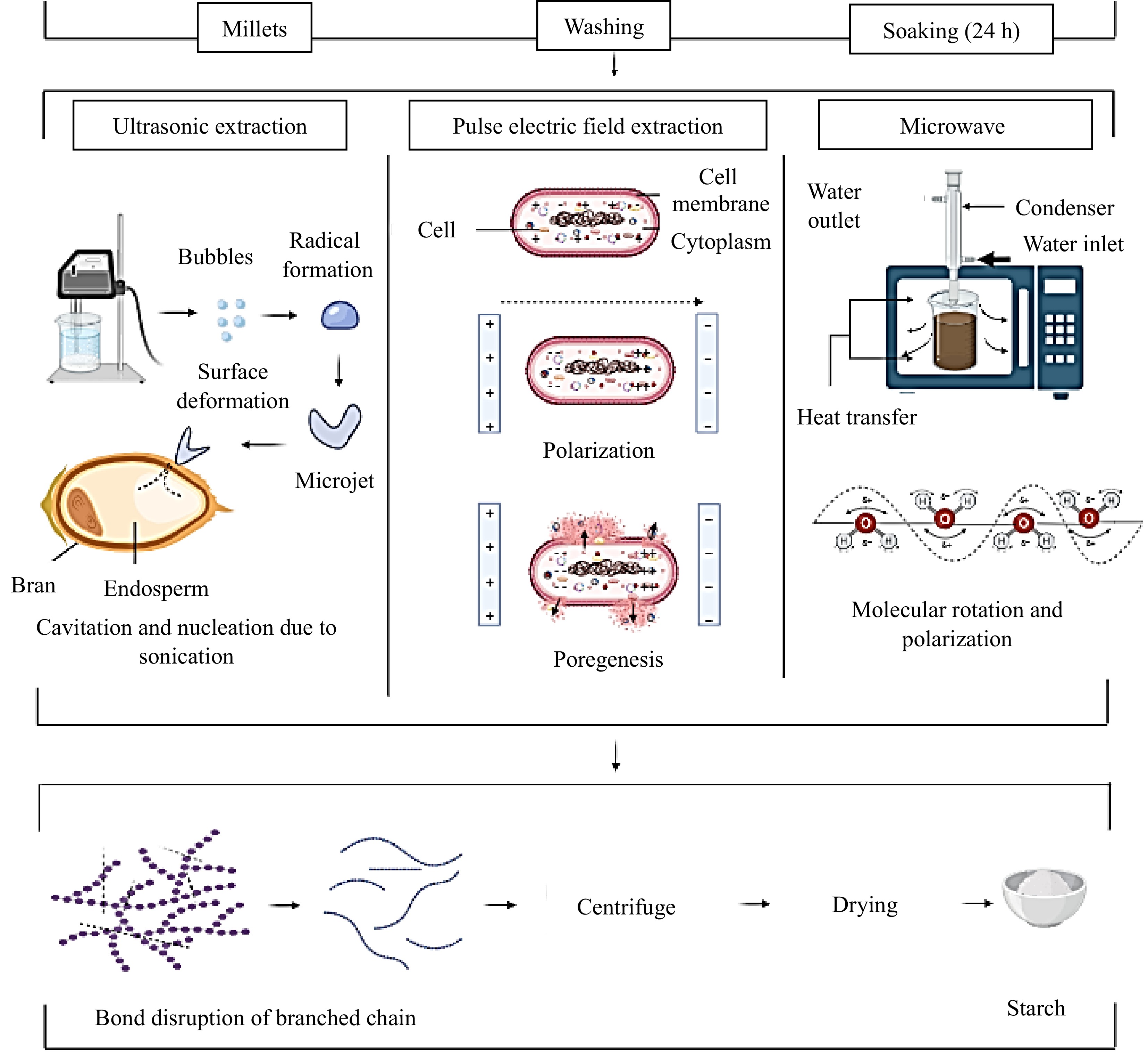
Figure 1.
Illustration of novel starch extraction technique.
Pulsed electric field (PEF)
-
In the PEF starch extraction technique, high-voltage alternating current is converted by a pulse generator into direct high-voltage energy, which is then applied by a PEF system. Starch is extracted from a slurry of food and water using short, high-intensity electrical pulses. Starch granules are released into the water by the electrical pulses, which create minute breaks in the food material's cell walls. On PEF-treated biomass, the starch extraction yield and starch purity were 59.54% and 53.05%, respectively. Therefore, by eliminating other biological components like proteins and ash, the use of PEF can increase starch yield[29]. Better starch yields, quicker extraction times, and less water and energy consumption are some of the advantages associated with using PEF for starch extraction as opposed to conventional methods.
Microwave-assisted extraction (MAE)
-
In microwave-assisted extraction (MAE), the most prominent frequency ranges for microwave processing of materials are 2.45 GHz for home microwave ovens and 915 MHz for industrial/commercial microwave ovens. It is a quick, effective, and environmentally friendly technology that breaks down cell walls and liberates the target aspect from the matrix employing microwave radiation[30]. The microwave radiation vibrates the water molecules, which causes the frictional interactions of ions and polar dielectric molecules to start rotating, thus creating heat and pressure within the grains[31]. It causes rearrangements of starch molecules that change the starch's solubility, swelling capacity, rheological behaviour, and thermal properties. The extraction efficiency of starch ranged from 59%–76%. Variables like the type of starch, moisture content, processing temperature, exposure duration, and absorbed microwave energy greatly affect the solubility, swelling power, rheological properties, gelatinization temperatures, enthalpy, granule morphology, and crystallinity of the starch[30].
Due to the established infrastructure, low capital costs, and ease of operation, conventional starch extraction techniques, including wet milling, dry milling, and enzymatic extraction, continue to be economically advantageous on an industrial scale. While enzymatic methods greatly increase processing costs due to the procurement of enzymes and controlled reaction conditions, wet and dry milling require relatively lower equipment costs but have greater long-term expenses linked to water usage, energy consumption, manpower, and waste disposal[27].
On the other hand, because they require specialized equipment and energy-intensive systems, new extraction methods, including MAE, PEF, and UAE, demand a significantly larger initial capital investment. However, by shortening the extraction process, using less water and solvent, increasing extraction efficiency, and improving starch yield and functionality, these new technologies can offset operating expenses[30]. Therefore, new extraction techniques provide more economic potential for high-value applications and sustainable processing, especially when long-term operating savings and product quality advantages are taken into account, even though conventional methods are still cost-effective for bulk starch production.
-
Because of their low cost and availability, polysaccharides, primarily from starches from cereals and root vegetables, have been used for the preparation of edible packaging films[32]. There are several methods of preparation of starch-based packaging materials (Fig. 2). Laboratory-scale techniques are typically used in investigations involving the fabrication of starch-based films because they are effective for assessing the polymer's capacity to create filmogenic matrices and their characteristics[33]. Usually, the solution casting and drying have been performed at room temperature (30–45 °C) for 12 to 48 h and at relative humidity levels of 30% to 85% to form a film. Sandhu et al.[7] optimized film preparation at a drying temperature of 45 °C for 24 h at 50% relative humidity. The thickness of the film can be controlled by adjusting the concentration of the starch solution and the casting speed. The solution casting method has shown positive results in the development of pearl millet starch-based films. It results in thin, uniform films with high transparency and flexibility. However, this method is only limited to small-scale production due to its greater time-consuming nature and requires the use of large amounts of solvent, which can be costly and environmentally[34] unsustainable. Additionally, the films produced by this method may be prone to cracking and have lower mechanical strength compared to films produced by other methods.
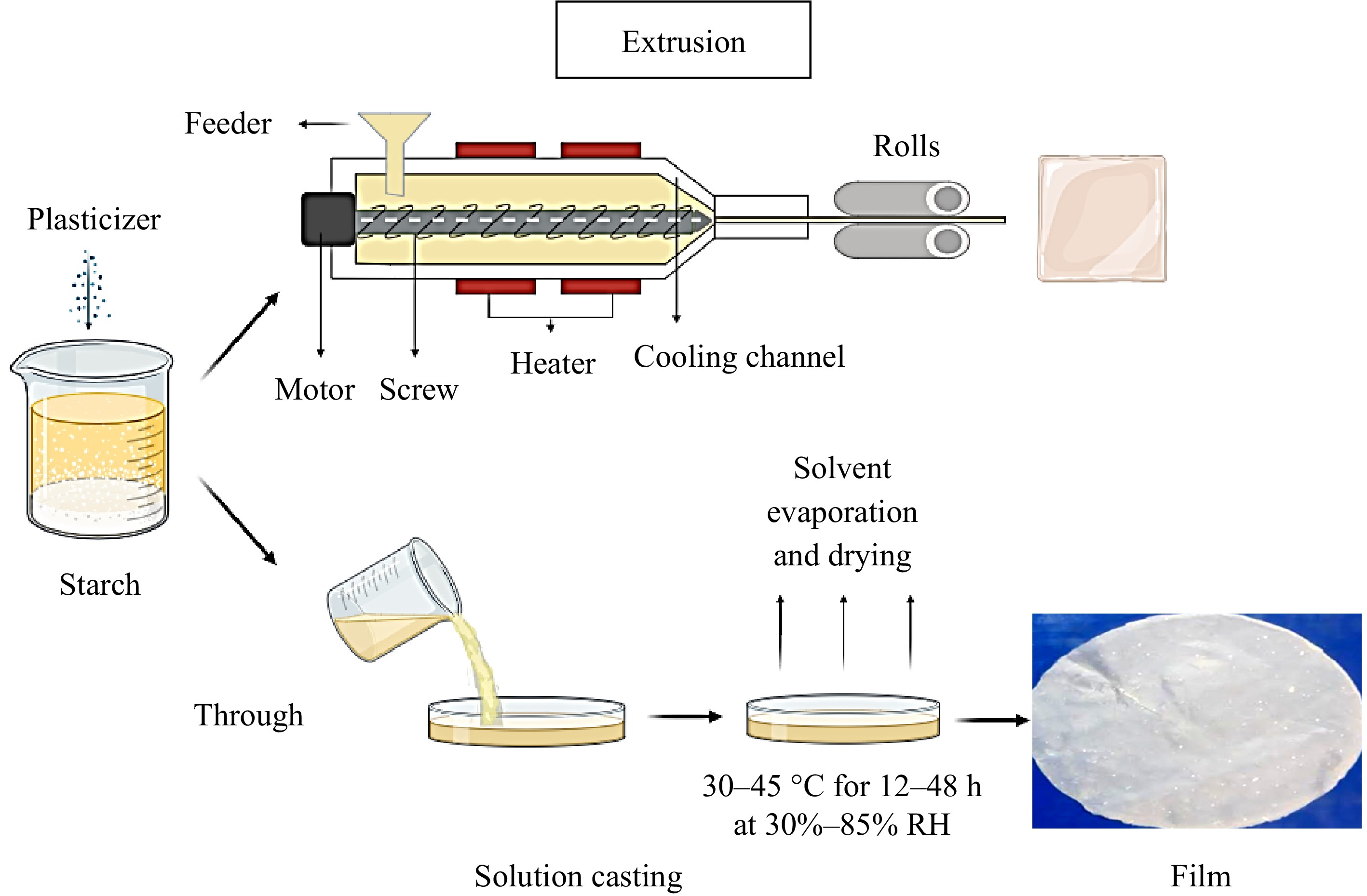
Figure 2.
Illustration of the process of making starch film.
Extrusion method
-
Extrusion is a frequently employed manufacturing process that involves driving material through a die to produce a particular form. Several biodegradable polymers, including polylactic acid (PLA), polyhydroxyalkanoates (PHAS), and polybutylene adipate-co-terephthalate (PBAT), are used in the extrusion method to prepare biodegradable polymer films[35,36]. In a study conducted by de Oliveira et al.[37], the authors observed that the extrusion method (thermo-compression) resulted in better film properties than the solvent-casting method. Extrusion is also a continuous process, which makes it more efficient and cost-effective compared to the solution-casting method. The researchers created an antimicrobial film by co-extrusion using thermoplastic starch, polybutylene adipate terephthalate (PBAT), and gelatine coated with either pure lauric arginate (LAE) or nisin Z. The studies reported that the film produced by extrusion exhibited antibacterial properties of the films, packing prawns in long-term freezing or refrigeration conditions[38].
Major additives to improve the functionality of starch-based biodegradable films
Glycerol
-
The most popular plasticizer used in millet starch-based biodegradable films is glycerol. Glycerol can enhance the elongation-at-break of starch-based biodegradable materials by reducing the strength of the internal hydrogen bonding force between the amylose and increasing the fluidity of the starch chain[39]. Glycerol supplementation enhances the thermal capabilities of millet starch-based films as well. Glycerine (15%–35% w/w of starch) functions as an effective plasticizer, according to Shaikh et al.[40]. The ideal glycerine levels in pearl/proso millet systems and PMS-carrageenan blends were between 16% and 30%, which balances processability and mechanics; above this, moisture uptake and water-vapor permeability tend to increase. Additionally, Sandhu et al.[7] found that film made with 4.9% starch, 5.0% carrageenan, and 15.73% glycerol exhibited superior qualities.
Citric acid
-
The crosslinking compound citric acid is frequently employed in millet starch-based biodegradable films. Citric acid can make millet starch-based films stronger and more resilient by increasing their tensile strength and modulus. Citric acid crosslinks the starch molecules, forming a network structure that offers the films more rigidity and durability[41]. It can also improve the water resistance of films made from millet starch. Nevertheless, too much citric acid can make the films less stretchable and flexible, which lowers their overall mechanical qualities[42]. Citric acid (0.5%–5% starch) is reported to esterify hydroxyls in millet starch films, reducing solubility and water vapor permeability while enhancing intermolecular crosslinking, tensile strength (20%–80%), and thermal stability. Zhang et al.[43] stated that the leftover unreacted acid can function as a moderate plasticizer at low dosages (≤ 1%–2%), increasing elongation-at-break (10%–40%); at higher concentrations, the behavior shifts to brittle, with denser networks causing a modest increase in opacity.
Cellulose
-
Due to its superior biodegradability, biocompatibility, availability, lack of toxicity, and low cost, cellulose and its derivatives are frequently employed as additives in starch-based products. Cellulose has been used as a filler or reinforcement ingredient in film composition. Films can improve their strength and durability by adding cellulose nanofibers, which can raise their tensile strength, modulus, hydrophobicity, and thermal properties[44]. Medina-Jaramillo et al.[45] reported that cellulose nanocrystals and nanofibers reinforced with pearl-millet starch films (usually added by solution-casting at 1%–7%, with 3%–5% frequently optimal) exhibit significant increases in tensile strength and Young's modulus, while typically decreasing elongation-at-break, exhibiting stronger, stiffer films following CNC/CNF inclusion. Moreover, according to a study by Sandhu et al.[46], at 5% CNF, elongation-at-break dropped from 48% to 18%; tensile strength rose from 12.5 MPa to 34.2 MPa; and Young's modulus increased from 0.60 GPa to 1.80 GPa. Barrier property was improved as the static water contact angle rose from 45° to 72° (better hydrophobicity/less water uptake) and WVTR dropped from 8.5 to 4.9 g/m2 per day. Other studies have revealed that increased thermal stability caused the TGA onset temperature to move from 277 °C to 295 °C. The trade-off between stiffness and toughness was explained by SEM, which revealed well-dispersed CNFs at ≤ 3 weight percent and minor aggregation at 5%.
-
The applicability of millet-based starch films for diverse applications is greatly influenced by their physical characteristics (Tables 2, 3). The ability of millet starch-based biodegradable films to dissolve in water and other solvents is critical for future applications. The type of millet starch utilized, manufacturing circumstances, and additives added to the film can all affect the solubility parameter of millet starch-based films. In general, millet starch-based films have a solubility value of around 20% to 40 %, indicating that these films are primarily hydrophilic and have a stronger affinity for water than other solvents[47]. Millet starch-based biodegradable films are water-soluble, and their solubility increases with temperature and humidity. These films have low solubility in other solvents such as alcohols, ketones, and esters, and they may require further processing or modifications to increase their solubility in these solvents. By adding plasticizers or crosslinking agents to starch films, their solubility in other solvents can be enhanced[48].
Table 2. The methodologies for characterizations of millet starch films.
Properties of millet starch films Methodology Test index Instrument for analysis Ref. Physicochemical properties Iodine binding method by observing absorbance Amylose content Spectrophotometry [47,55] Drying of films after centrifugation at 3,000–6,000 rpm for 10–30 min Swelling power and solubility Spectrophotometry [49] Morphology and structure • Observed smooth, unbroken granules: typical natural behavior, less water absorption
• Higher swelling and solubility on porous or pitted surfaces
• Fissures and cracks: reduced thermal stability
• Granules that are broken up are more vulnerable to enzymatic hydrolysisTexture and surface SEM [40] At 25 °C, diffractograms are assessed throughout a range of 4–40 with a 0.02 step size and at 10 s sample intervals. Observation of semi-crystalline nature Diffractograms XRD [31] The IR region 400–4,000 cm-1. The spectra of the starch and films are captured in natural lighting and at room temperature Spectrum of the transmission infrared FTIR spectrometer [49] Film thickness Film samples are gauged using an electronic digital micrometer at various points Film thickness Electronic digital micrometer [57] Mechanical properties Mechanical characteristics of the film are investigated Tensile strength and % elongation Universal testing machine [16, 56] Studied at an initial grip distance of 5 cm and at a crosshead speed of 50 mm/min Tensile strength and elongation at break (E %) Testometric machine [70] Thermal properties Thermal behaviours are observed from DSC peaks at a rate of 5 °C/min from 40 to 150 °C To, Tp, Tc, and ΔH gel DSC [81] Barrier properties Standard test method for water vapour transmission rate through plastic film and sheeting, with slight modifications WVP Gravimetric modified cup method [81] Standard test method for oxygen gas transmission rate through plastic film and sheeting using coulometric sensor with slight modifications Oxygen permeability Coulometric sensor [57] Antimicrobial activity Inhibition concentration (IC50) is observed after plating for 24 h at (25 ± 2) °C. Zone of inhibition Disc diffusion method [69] DSC: differential scanning calorimetry; XRD: X-ray diffraction; WVP: water vapour permeability; SEM: scanning electron microscopy; To: temperature onset; Tp: peak of gelatinization temperature; Tc: temperature conclusion; ΔH gel: enthalpy of gelatinization. Table 3. Properties of millet starch packaging films.
Films from treated/non-treated starch Physical properties Mechanical properties Thermal Property Ref. Morphology Solubility
(%)Transparency (%) TS
(Mpa)E (%) WVPR (g/m/s/Pa)* 10−9 Tg (°C) 1 Sorghum (NS) − 13.4 21.4 4.84 4.88 2.45 24.4 [56] AS − 22.1–49.1 53.3–83.3 0.68–3.45 5.99–15.38 1.10–2.50 23.7–24.9 CS − 22.5–26.0 41.6–68.1 3.74–7.17 1.01–9.45 1.22–1.65 27.6–33.4 2 Pearl millet (NP) Rough surface with pores, cracks, ridges, or breaks 14.77–40.54 54.18 3.44–7.05 19.21–64.5 6.98–7.17 47.41 [3, 40] ACT Smooth and homogeneous surface 13.21–16.10 29.74–37.52 2.86–3.69 19.5–31.4 2.20–5.16 33.08–36.42 HPS Smooth and homogeneous surface 29.71–64.14 63.54–81.17 2.54–3.10 57.17–64.81 8.92–9.70 21.21–26.51 CP Smooth surface free from cracks, pores, ridges, or breaks 13.15 − 5.84 51.5 6.01 − EPI Rough surfaces and small cavities on the surface of granules 25.86–41.2 − 7.05–9.74 45.4–60.04 − − 3 Foxtail millet (NF) − 42.01 ± 0.31 73.16–92.81 6.78 ± 0.24 66.26 ±1.60 3.55 − [69] FCO − 33.10–38.62 0.02–91.10 3.64–5.91 79.49–99.48 3.40–3.59 − NS: native starch; AS: acetylated starch; CS: cross linked sodium trimetaphosphate and sodium tripolyphosphate; NP: native pearl millet; ACT: acetylated; HPS: hydroxypropylated starch; CP: cross-linked pearl millet; EPI: epichlorohydrin; NF: native film; FMS: foxtail millet starch; FCO: film with clove, leaf, and oil; TS: tensile strength; E: elongation at break; WVPR: water vapour permeability rate; Tg: glass transition temperature. Structure and morphology
Scanning electron microscopy (SEM)
-
A concentrated electron beam examines the specimen's surface in an SEM, creating interactions that produce a variety of signals, including backscattered electrons, secondary electrons, and distinctive X-rays. In the case of millet starch-based materials, the SEM has been used to observe the morphology of starch granules and their distribution in the matrix of the film. Harrazi et al.[49] carried out a comparative study to analyze the morphology of proso millet starch and starch-k-carrageenan mixture film. Native starch films had a smoother look as compared to those made with a starch-k-carrageenan combination, and also, proso millet starch film had a more homogeneous structure compared to the mixed film, which has a rougher, coarser, and somewhat irregular surface.
Fourier-transform infrared spectroscopy (FTIR)
-
Characteristic polymer bands (–OH, C=O, C–O–C, and CH stretching) are frequently seen in recent FTIR analyses of biodegradable packaging films. Peak positions and intensities are then used to map molecular relationships and chemical structure[50,51]. The chemical composition of millet starch-based films can be altered because of various manufacturing conditions or the addition of additives, and this can be observed by FTIR spectroscopy. Weligama Thuppahige et al.[52] stated that when plasticizers (like glycerol) or fillers are added, shifts in the positions and intensities of the –OH and C=O bands are frequently seen. These shifts indicate changes in hydrogen bonding and molecular interactions; for instance, the O–H stretching band at about 3,300/cm in films made from cassava and bagasse shifts slightly depending on processing conditions. According to Chowdhury et al.[51], peak broadening and band intensity decreases around 3,200–3,500/cm are frequently interpreted as increased amorphous content and decreased hydrogen-bond density, which coincides with improved flexibility shown in mechanical tests.
X-ray diffraction (XRD)
-
A popular analytical method for examining the crystal structure of materials and also millet starch-based films, is X-ray diffraction (XRD)[53]. Farrag et al.[54] reported that when strong polymer-filler contacts (hydrogen bonding or intercalation) occur, authors frequently notice minor but repeatable peak changes (± 0.1–0.3° 2θ), which the literature attributes to limited chain mobility and altered thermal behavior. Plasticizers increase flexibility by reducing crystallinity and causing peak broadening. Research (with plasticizers) not only uses XRD to measure decreased crystallinity but also links it to increased gas permeability; that is, more amorphous films have higher permeability overall, which in turn correlates to lower barrier and tensile strength but higher flexibility and transparency.
Mechanical parameters
Tensile strength
-
The maximum stress that a material can tolerate prior to damage is termed tensile strength. The tensile strength of millet starch films has been observed to vary from 2.00 to 35.00 MPa depending on the millet type and processing parameters. The tensile strength rises as starch concentration rises and falls as glycerol content rises, because larger starch content boosts the film's cohesive strength by increasing the number of intermolecular hydrogen bonds, whereas glycerol plasticizes the film and lowers its tensile strength[47]. The highest and lowest tensile strengths were 6.75 ± 0.11 MPa for foxtail millet film and 3.79 ± 0.23 MPa for little millet film, respectively[55]. One of the studies carried out by Mehboob et al.[56] showed that compared to native starch, acetylated starch films' tensile strength decreased with increasing levels of acetylation, while cross-linked starch films had the highest tensile strength of 8.33 MPa.
Elongation-at-break (EAB)
-
One of the key characteristics of millet starch film is the highest amount of deformation a material may experience before breaking under the tensile testing conditions, and is displayed as a percentage change from the sample's initial length. Studies have shown that when using strong plasticizers or reactive modifiers, the EAB increases for cast films based on starch and chitosan typically vary from around 10% (with glycerol/sorbitol) to several hundred per cent (for instance, PLA plasticized with DBI increased from about 4.6% to about 322%)[57,58]. Conversely, glycerol or sorbitol and processing conditions used to make the film, such as the temperature and humidity, can increase the elongation-at-break by increasing the flexibility and ductility of the film. The reason might also be because of the starch molecules' greater mobility and the development of a more porous film structure[23]. EAB is significantly shifted by processing and post-treatment (such as heat-treatment, reactive extrusion, or blending ratios); according to some studies, heating or optimized blends increase EAB by tens to over 300% when compared to untreated controls.
Young's modulus
-
Young's modulus is the ratio of stress to strain in the elastic zone of deformation. It is a measurement of a material's stiffness or rigidity. It indicates the capacity to tolerate deformation and resist breaking under stress. According to studies, increasing the amount of millet starch in a film will raise its Young's modulus because a film with a higher percentage of starch molecules will be stiffer and more rigid[59]. According to Yang et al.[11], by enhancing interfacial load transfer and decreasing polymer chain mobility, reinforcements like nanocellulose, clay, or inorganic spinel fillers raise Young's modulus and tensile strength; modest loadings (≤1% to 5%) provide the best stiffness improvements without embrittlement. Additionally, during the film formation and drying processes, higher temperatures and lower humidity levels can result in a more compact and dense film structure, raising Young's modulus. Plasticizers such as glycerol or sorbitol can decrease the Young's modulus of millet starch films. Crosslinking agents such as glutaraldehyde can increase the Young's modulus of starch films by strengthening the intermolecular bonds between starch molecules[60].
In conclusion to the above-mentioned studies, in the native state, pearl millet-starch films usually exhibit low elongation and intermediate tensile strength (brittle); however, acetylation or hydroxypropylation increases flexibility and decreases brittleness. The tensile strength of proso millet films is similar to that of other cereal starch films; strength and barrier qualities are enhanced by blending or adding curcumin/nanofillers. Because finger millet films are naturally stiff, they can be made more flexible by using plasticizers (glycerol) or dry-heat treatment, which increases elongation-at-break and decreases tensile modulus. Strength and extensibility are highly dependent on amylose content and formulation in foxtail millet films (limited studies), which exhibit modest mechanical performance.
Thermal properties analysis
Glass transition temperature (Tg)
-
The glass transition temperature (Tg) is the temperature below which the polymer or material behaves like a glassy solid and above which it behaves like a rubbery or viscous material. Santos et al.[61] stated that low-molecular-weight plasticizers (glycerol, sorbitol, and ATBC) are consistently added to PLA films to improve ductility at room temperature by shifting Tg southward from its usual range of 55 to 65 °C. This increases flexibility but decreases thermal/mechanical stability. Conversely, graphene oxide, montmorillonite, and cellulose nanocrystals are examples of stiff nanofillers that raise Tg by limiting the mobility of polymer chains. Several papers demonstrate Tg increases of 10 °C (e.g., chitosan-graphene oxide composite Tg moved from 118 to 158 °C)[27]. The addition of plasticizers such as sorbitol was found to decrease the Tg of millet starch films. This is because plasticizers disrupt the intermolecular interactions between starch molecules, which decreases the mobility of the chains and reduces the energy required for molecular movement[62].
Melting temperature (Tm)
-
The higher the amylose content, the higher the Tm of the film. This is because amylose molecules form ordered structures within the starch granules, which can also contribute to the order within the film matrix and increase its Tm[63]. Temesgen et al.[64] reported that the Tm of native dry starch is extremely close to its thermal degradation range (220–240 °C); hence, melt processing requires modification with the use of chemicals or plasticizers. Tm is changed composition-dependently when starch is blended with artificial biodegradable polymers or nanofillers; compatible blends exhibit single shifted Tm values (signalling partial miscibility), while immiscible systems display distinct melting peaks for each component[65,66]. The usefulness of millet-based starch films for particular applications is determined by their melting temperature. Food packaging and wraps for perishable items are perfect applications for films with lower melting temperatures since they are more flexible and conformable.
Barrier properties of millet starch films
-
Several techniques, such as water vapour permeability (WVP), oxygen permeability (OP), and light transmittance (LT), are employed to assess the barrier qualities of millet starch films. WVP is a measurement of the film's capacity to block the passage of water vapour, whereas OP is an evaluation of the film's capacity to block the passage of oxygen. LT is a way of evaluating the extent to which a film will block light. A hydrophobic layer is formed on the film surface lower water vapour permeability rates. Millet varieties with higher amylose content generally exhibit improved barrier properties due to the increased crystallinity and reduced permeability of the films[2]. The performance of a barrier is significantly influenced by film thickness as well, as gases and moisture have longer diffusion paths. The barrier qualities of millet starch films can be improved by the addition of additives and Nano fillers. For instance, adding cellulosic nanocrystals might make it difficult for gas and moisture molecules to travel through the film, enhancing its barrier capabilities. The biodegradable composite films created by combining millet starch with other biodegradable polymers like polylactic acid (PLA) or chitosan have better barrier qualities against oxygen and moisture. Starch films coated with whey protein isolate improved their barrier qualities. These coatings create an extra layer of defense that increases the film's resistance to moisture infiltration and gas permeability.
In conclusion, native millet starch films have poor thermal stability (degradation beginning at 250–300 °C); however, thermal breakdown temperatures are slightly increased by crosslinking, plasticizer selection, or nanofillers. Properties are correlated with microstructure (SEM): phase separation or pores deteriorate barrier and mechanical integrity; smoother, homogeneous matrices result in higher tensile strength and lower WVP. After specific modification (chemical, thermal, or nano-reinforcement) to balance mechanical strength, gas barrier, and thermal stability, millet-based films are generally good bio-packaging choices. Millet films typically have a higher water vapor permeability (WVP) than petroleum plastics; however, WVP is significantly reduced by chemical modification, plasticizers, or polymer mixes. Oxygen/gas barrier is good when films are dense and high-amylose; several millet films display acceptable O2 barrier for short-life meals, increased by crosslinking or nanocellulose reinforcement.
-
Starch films are used extensively in the biodegradable food packaging sector[39,67] because of their superior properties, making them a substitute for conventional petroleum-based packaging materials[68]. Additionally, adding antimicrobial agents to the film can increase food safety and lengthen the shelf life of perishables[69], hence lowering food waste. Smart packaging is becoming more popular. Sensors may be incorporated with millet starch film to track and transmit real-time data about things like temperature, humidity, and product freshness. By assuring ideal conditions along the product's journey, this invention has the potential to completely transform supply chain management. Millet starch film may be utilised as a coating material in the paper and packaging industries. Starch enhances the paper products' strength, printability, and barrier qualities[70].
Novel applications
-
Starch film has uses in both horticulture and agriculture. It may be used as a mulching film and protective covering to improve crop yields, retain soil moisture, and limit weeds from changes in temperature and lower water evaporation[71]. Millet starch film has promising uses in the biomedical industry. Starch can be utilised as a scaffold for tissue engineering and wound healing because of its biocompatibility[72]. The porous nature of millet starch film enables cell adhesion, proliferation, and differentiation, promoting tissue regeneration. The film is also appropriate for drug delivery systems due to its controlled release features, which ensure the controlled release of medicinal substances. Starch film has made its way into the textile and fashion business. It can be applied to fabrics as a coating or laminating layer to increase durability and provide water resistance[70,73]. Starch films have strong dielectric properties and can be used to develop biopolymer electrolytic films and also as a dielectric material in electronics like capacitors[74]. They are also appropriate for use in personal care products due to their capacity to absorb moisture and oil[75]. They also offer a healthy substitute for artificial components[76]. Starch film may be used in solar cells as the emphasis on renewable energy grows[77,78]. Overall, the starch film has various applications based on its physicochemical parameters[79−81].
-
The same extraction technique yields different recoveries for each variety of millet (finger, foxtail, pearl, and proso) since starch yield varies mostly with kernel shape and amylose content. When granule integrity or functional quality is prioritized, the technique ranking (MAE ≈ UAE > PEF for raw yield) may change since final yields are very susceptible to process parameters (power, time, pulse strength), particle size, and pre-moisturization. With its distinctive composition, remarkable qualities, and flexible extraction techniques, millet starch stands out as a potential choice for application in food packaging films. Novel extraction techniques (UAE, MAE) are the best in terms of efficiency (≈76%) but have higher initial cost than traditional extraction methods. Variety level differences are consistent in film properties because of their distinct compositions. Major physicochemical properties of the film were affected by the ratio of amylose and amylopectin. High amylose (> 20%) is reported to increase the gelatinization temperature and increase the water absorption capacity of starch. It has the ability to completely modify the sustainable alternative packages. To realize the full potential of millet starch-based food packaging films and take advantage of new prospects for commercialization, ongoing research and development efforts are crucial. Consistent raw material supply, effective starch extraction, and the use of continuous processing techniques like extrusion rather than lab-scale casting are all necessary for the scalability of starch-based edible packaging made from millets. This review offers the basis for researchers, business experts, and regulators to traverse this exciting and promising world of millet-based food packaging films, with the potential to advance the environmentally responsible and sustainable development of the food packaging sector. Thorough investigations on some millets with different treatments and their physicochemical characterizations (viz., water binding capacities and gelatinisation temperatures) are still lacking, which is a great scope to conduct for a complete study.
The authors sincerely acknowledge the Lovely Professional University, Punjab, India, for providing facilities to access scientific databases and resources necessary for compiling the literature. No specific funding was received for this work.
-
The authors confirm their contributions to the paper as follows: conceptualization, validation, visualization, and writing − original draft: Salimath S; conceptualization, visualization, review and editing: Madiwal PL; conceptualization, visualization, review and editing: Bhosale Y; supervision, conceptualization, visualization, review and editing: Muchahary S. All authors reviewed the results and approved the final version of the manuscript.
-
The datasets generated during and/or analyzed during the current study are available from the corresponding author upon reasonable request.
-
The authors declare no conflict of interest in this work.
-
accompanies this paper online at: https://doi.org/10.48130/fia-0026-0024.
- Supplementary Fig. S1 Structure of starch.
- Copyright: © 2026 by the author(s). Published by Maximum Academic Press on behalf of China Agricultural University, Zhejiang University and Shenyang Agricultural University. This article is an open access article distributed under Creative Commons Attribution License (CC BY 4.0), visit https://creativecommons.org/licenses/by/4.0/.
-
About this article
Cite this article
Salimath S, Madiwal PL, Bhosale Y, Muchahary S. 2026. A comprehensive review of harnessing millet starch as sustainable food packaging. Food Innovation and Advances 5(2): 303−314 doi: 10.48130/fia-0026-0024 

A comprehensive review of harnessing millet starch as sustainable food packaging
- Received: 20 September 2025
- Revised: 10 April 2026
- Accepted: 22 April 2026
- Published online: 25 June 2026
Abstract: Millets are known for their bio-availability, diversity of nutrients, and adaptability to a variety of agro-climatic situations, which serve as a sustainable source of starch for the development of biodegradable, edible, and/or active packaging films. The amylose/amylopectin ratio of starch extract varies depending on the new extraction methods. The qualities of starch, such as its solubility, swelling capacity, and gelatinization temperature, determine the preparation of edible films. Exploring the benefits and drawbacks of millet starch-based films, the relationships between millet starch characteristics and film qualities are highlighted. A comparison of employing conventional and novel starch extraction techniques to extract starch from millets is discussed. Processing considerations (viz., casting, extrusion, and additives like biopolymers) influencing the functional properties of packaging films are elaborated. A comparative analysis of the mechanical, thermal, barrier, and microstructural characteristics of different millet starch-based edible films is also addressed. By examining the films' properties, this assessment aids researchers and companies in comprehending how the films function in various food packaging and preservation environments.
-
Key words:
- Millets /
- Starch /
- Extraction /
- Packaging film /
- Characterizations