







-
Berries represent an important fruit category among fruits and vegetables, but are highly susceptible to microbial contamination after harvest, which leads to rapid spoilage. Their thin skin and high moisture content make them unsuitable for long-term storage and transportation, and unfavorable postharvest storage conditions may further result in tissue browning, shriveling, and nutrient loss[1,2]. The selection of appropriate processing technologies is critical for improving berry quality and extending shelf life. In berry processing, conventional processing methods can inactivate microorganisms to a certain extent, thereby extending shelf life and ensuring stability and safety during transportation and storage. However, these methods can adversely affect berry quality, nutritional components, and sensory attributes such as texture, color, and aroma. Moreover, conventional processing approaches may damage the microstructure of berries and are associated with low processing efficiency and high energy consumption[3−9]. Efficient physical field-assisted traditional processing methods can effectively address these challenges while meeting consumer needs.
Physical fields refer to food processing approaches developed using physical processing technologies, offering advantages such as high efficiency, energy savings, and minimal damage to nutrients[10]. Emerging physical field processing technologies have demonstrated significant advantages in berry processing, including rapid processing efficiency, low energy consumption, preservation of berry structural integrity, high retention of nutritional components, and improvements in berry quality and sensory attributes[11−13].This review summarizes the application of physical fields in improving the quality of berry processing.
-
Berry fruits feature pulp-like arils and endocarps with high moisture content, characterized by soft, thin skins and abundant juices. Berries are rich in bioactive compounds, such as phenolic compounds (anthocyanins, flavonols, and phenolic acids etc), which possess antioxidant, anti-inflammatory, antibacterial, and anticancer properties, effectively preventing diabetes, neurological disorders, and cardiovascular diseases[9,14].
Rapid softening and pathogen invasion remain major challenges in maintaining postharvest quality and reducing postharvest losses[15]. Furthermore, their anthocyanins are unstable during processing and storage and degrade readily under light and high-temperature conditions[16]. Vitamin C (Vc) is also sensitive to heat, light, and oxygen, making it prone to oxidative degradation during processing and storage[17].
Current status of berry processing and utilization
-
Berries are rich in nutrients, and their processed products include fruit juice, fruit wine, fruit vinegar, jam, jelly, canned food, fruit powder, dried fruit, preserved fruit, crispy grains, and crispy chips. Traditional processing methods mainly involve pasteurization, high-temperature instantaneous sterilization, ultra-high temperature sterilization, hot air drying, spray drying, natural sun-drying, vacuum freeze-drying, freezing, refrigeration, and thawing. Although these methods can extend the shelf life, inhibit bacteria, and facilitate storage and transportation, they have obvious limitations: thermal processing damages heat-sensitive nutrients such as vitamins and anthocyanins, and also affects flavor, color, and texture; natural sun-drying is restricted by weather and hygiene conditions, resulting in unstable quality, refrigeration; freezing can only provide short-term preservation, causing the fruit to soften and the flavor to change, and traditional methods generally have low processing efficiency, long processing time, and high energy consumption, making it difficult to balance nutrition, flavor, texture, and efficient processing. The new berry processing method has made significant progress in enhancing processing efficiency, energy consumption, nutrient retention, sensory quality, physical structure, and storage stability[8]. Non-thermal processing technologies, such as ultra-high pressure, electric field, and ultrasound, enable the sterilization and preservation of berries with higher efficiency than traditional thermal methods[18]. Furthermore, they enable berry processing without disrupting the cellular structure. This maximizes the retention of nutrients and bioactive compounds while preserving the original flavor and texture[11−13].
-
Ultrasound is a form of energy generated by sound waves. It is a type of mechanical wave with an extremely short wavelength (generally shorter than 20 cm), but a frequency higher than 20 kHz. Ultrasound can be categorized into low-frequency sound waves (20 kHz–1 MHz) and high-frequency sound waves (> 1 MHz)[19].
Ultrasound is applied via baths or probes in liquids. Its primary mechanisms include: (1) cavitation, where bubble collapse generates localized heat, pressure, shock waves, and reactive radicals (H·, ·OH); (2) mechanical effects, in which standing waves, shear forces, and turbulence disrupt cells and form microchannels; and (3) thermal effects, arising from ultrasonic energy absorption and vibrational friction that cause localized heating in the medium[20]. Figure 1 summarizes the possible mechanisms of ultrasound-assisted processing of berries.
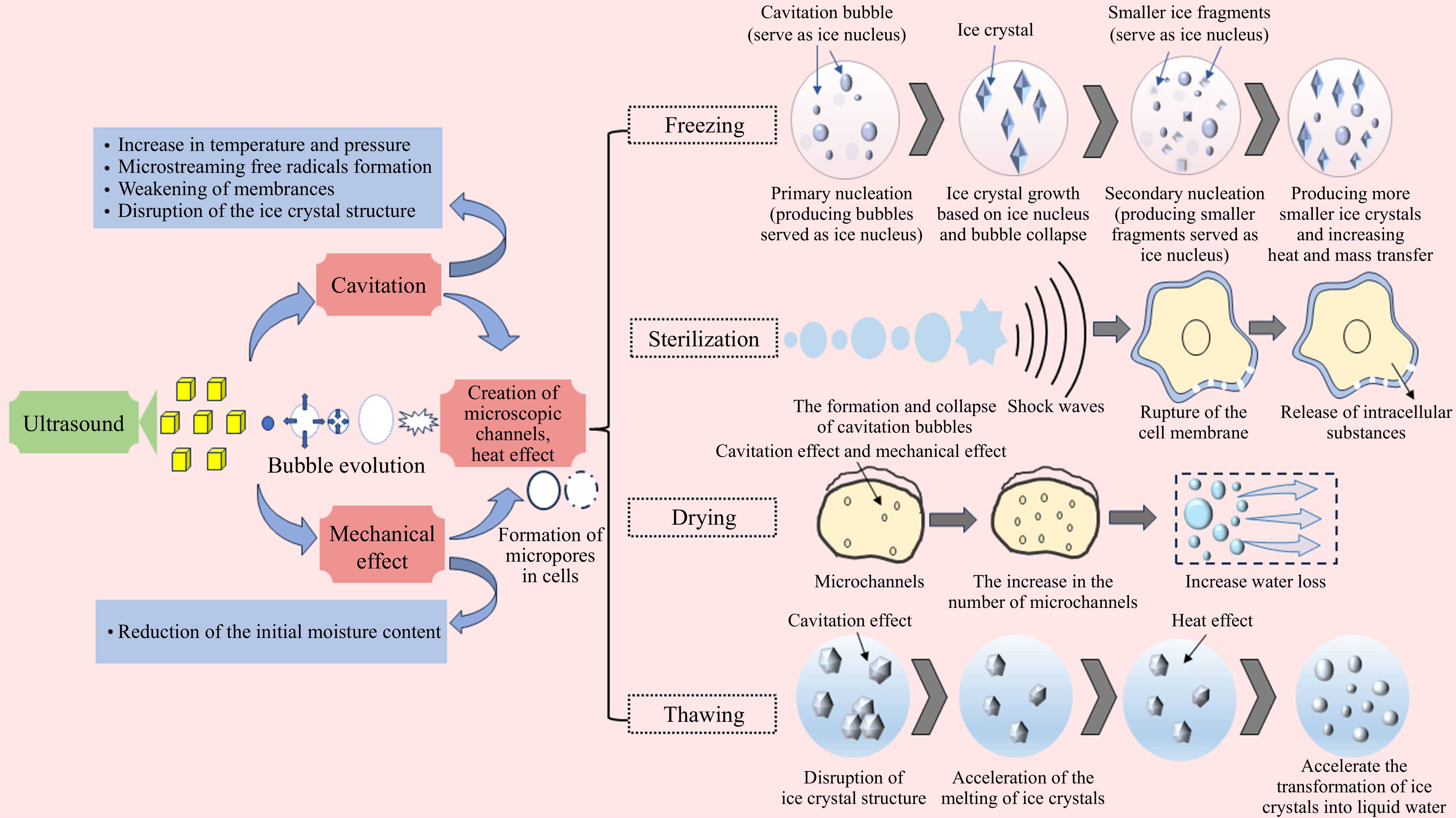
Figure 1.
Possible mechanisms of ultrasonic-assisted processing of berries.
Application of ultrasound in enhancing berry processing quality
Ultrasound-assisted sterilization
-
Ultrasound sterilization of berries can reduce their microbial load. Research by Gani et al. demonstrated that ultrasound treatment can reduce the total bacterial count as well as yeast and mold count in strawberries by approximately 33.8% and 25.4%, respectively. In addition to reducing the microbial load, ultrasound treatment can also increase the DPPH and ABTS free radical scavenging activities by 14.41% and 8.53%, respectively[21]. Ultrasound treatment not only eliminates microorganisms, but also achieves enzyme inactivation while enhancing the nutritional quality of berries. Research by Xu et al. indicated that swept-frequency diffuse ultrasound at 60 °C for 15 min yields optimal results, with residual enzyme activity reduced to just 7.14%. This treatment minimized juice color changes and browning, while maximally preserving active components like total phenols and flavonoids. It also better retains volatile organic compounds and promotes their conversion to esters, thereby enhancing aroma[22].
Ultrasound-assisted drying
-
Ultrasound pretreatment enhances the efficiency of berry drying. Romero et al. demonstrated that ultrasound increased water diffusion rates in blackberries by nearly fivefold, thereby resulting in a five-fold increase in drying efficiency compared with untreated samples[23]. Ultrasound not only enhances drying efficiency, but also improves nutritional quality and the textural characteristics. Jiang et al. demonstrated that frozen and ultrasound pretreatment reduced total drying time by 50.00% compared to the control, significantly accelerating dehydration. The active components and antioxidant capacity of the dried products were also significantly enhanced, with total acid content, total polyphenol content, and VC levels increasing by approximately 21.4%, 31.1%, and 40.2%, respectively[24]. Research by Xiao et al. indicated that intermittent and probe-type ultrasound treatments both significantly enhanced the crispness of blueberries. After two ultrasound treatments, blueberry crispness increased by 38.25% and 40.09%, respectively. In addition, intermittent ultrasound treatment increased blueberry hardness by 12.73%[25].
Ultrasound-assisted thawing
-
Ultrasound-assisted thawing of blueberries improves efficiency and reduces thawing time. Cao et al. indicated that the phase transition time for ultrasound-assisted thawing was only half that of water-immersion thawing, with a total thawing time of approximately 55% that of water-immersion methods [26]. Furthermore, this technique has notable advantages in terms of bioactivity retention. Liu et al. found that among the four thawing methods—microwave, water bath, ultrasound, and air thawing, ultrasound-assisted thawing yielded the highest anthocyanin retention rate in strawberries[27].
Ultrasound-assisted freezing
-
Ultrasound-assisted freezing is a rapid freezing technique that uses low-frequency ultrasound to generate cavitation effects, thereby promoting ice nucleation. Ultrasound-assisted freezing technology influences freezing efficiency. Zhang et al. demonstrated that ultrasound-assisted freezing significantly shortens blueberry freezing time, resulting in the lowest juice loss rate (8.26%) after thawing, and a moisture distribution pattern closer to that of fresh blueberries[28].
Limitations and prospects of ultrasound technology applications
-
Ultrasound faces key limitations in safety, mechanism universality, and multi-field synergy. Regarding safety, ultrasound parameters have a narrow operational window. Improper intensity or duration can damage cell walls, increase microbial load (e.g., in strawberries), and degrade nutrients (e.g., 2.4%–20.4% antioxidant loss in blackberries)[21,23]. With respect to adaptation modes, effects depend mainly on cavitation and mechanical vibration, constrained by berry variety and scenario. It works well for thin-skinned, high-moisture berries (strawberries, blackberries), but needs optimized frequency and auxiliary methods for thick-skinned, waxy types (e.g., blueberries). The mechanism shifts from intensive disruption (sterilization, thawing) to low-intensity structural regulation (freezing), moving from 'intensive disruption' to 'precise regulation'. Ultrasound effects are affected by fruit variety, power, frequency, temperature, and pH. Structural differences lead to divergent or contradictory results across studies, limiting broad applicability. In the collaborative application with physical fields such as electric fields and ultra-high pressure, the interaction mechanism is unclear. Constrained by the nonlinear amplification of cavitation, significant differences in types, the attenuation of low-temperature cavitation efficiency, the instability caused by the superposition of multiple fields, and the root causes, such as the low degree of domestic core technology localization, resulting in high equipment costs and high energy consumption, it is difficult to achieve stable amplification across different types and scenarios. A precise database matching berry varieties (skin thickness, wax layer) with optimized ultrasound parameters (power, frequency, time) to minimize damage should be established in the future. Multi-physics field synergy, stable low-temperature energy superposition, and corresponding stability evaluation frameworks are recommended to be considered. Meanwhile, localization of core equipment to reduce cost and energy consumption should be given attention.
Electromagnetic fields
-
Electromagnetic field is a physical field generated by charged objects, encompassing electric field, magnetic field, X-rays, gamma rays, radio waves, microwave, infrared radiation, visible light, and ultraviolet radiation. Microwaves, electric fields, and magnetic fields are commonly utilized electromagnetic fields in berry processing[29].
Microwaves
-
Microwaves are electromagnetic wave with frequencies ranging from 300 MHz to 300 GHz and wavelengths spanning 1 mm to 1 m. The principles of microwave application in fruits and vegetables are categorized into thermal and non-thermal effects. During microwave heating, electromagnetic waves emitted from the waveguide port induce currents in the metal wall of the microwave cavity. Microwave resonance exerts directional, alternating electromagnetic forces on polar molecules (e.g., water and starch molecules) and metal ions (e.g., Na+ and K+) within dielectric materials placed in the cavity. This induces the rapid rotation of polar molecules and oscillatory motion of ions, generating intense friction. Electromagnetic energy is rapidly dissipated as internal energy within the material, forming a thermal field that raises the temperature elevation and removes moisture, thereby achieving thermal processing objectives[30].
Non-thermal effects refer to phenomena occurring during microwave irradiation that are not solely attributable to macroscopic temperature increases (which may be regarded as the energy transfer process involving direct interactions between microwave and polar molecules or functional groups)[31]. These are generally attributed to the response of polar molecules and ions within the material to microwave and high-frequency electromagnetic fields, respectively[32].
Electric fields
-
Electric fields constitute a distinct entity within the space surrounding electric charges and a changing magnetic field. It possesses materiality, vectoriality, superposability, and the capacity to perform work. Its direction and intensity can be characterized by electric field lines, representing a prevalent non-thermal processing technique in contemporary applications. Electric field processing technologies include pulsed electric field (PEF), high-voltage electrostatic field (PVEF), and high-voltage electric discharges (HVED). The PEF mechanism relies on short, high-voltage electrical pulses that induce the electroporation of cell membranes without altering food composition[33]. The electric field triggers electroporation of the cell membranes[34], compromising cellular integrity. This leads to changes in enzymes and proteins, which ultimately inactivate microorganisms and extend their shelf life[35,36]. Under the influence of HVEF, the microorganisms and cells within berries undergo changes in cell membrane potential due to electrostatic forces, inhibiting microbial growth or causing cell death. Concurrently, the electrostatic field promotes the migration and transformation of internal water and nutrients, thereby enhancing the quality of berries. Beyond PEF and HVEF, HVED has emerged as an efficient and environmentally friendly electric field technology that can replace conventional methods[37]. Microorganisms are eliminated through plasma generation, ultraviolet radiation, and shock waves produces during discharge, promoting internal moisture evaporation and nutrient release within the berries, thereby enhancing their quality[38].
Magnetic fields
-
Magnetic fields (MF) are ubiquitous in the vicinity of magnets, electric currents, spinning particles, and moving charges. They constitute a vector field that is continuously distributed from the N poles to the S poles in a defined region. Magnetic fields are primarily generated by electric currents or permanent magnets[39].
Magnetic fields are used in the freezing, refrigeration, drying, and sterilization of fruit and vegetables. When acting on water molecules, magnetic fields influence ice crystal formation, growth, and moisture distribution within food by altering the internal structure and state of the water molecules. This enhances the quality of the produce and extends its shelf life[40]. When applied to cell membranes, magnetic fields induce oscillatory effects on the cell membrane. Exceeding a certain intensity threshold causes irreversible electroporation of the microbial cell membranes. Concurrently, significant oscillatory forces accelerate membrane rupture, disrupt cellular structures, and ultimately lead to microbial inactivation[39]. Furthermore, magnetic fields can induce diverse changes at different levels of enzyme structure, consequently altering enzyme activity[40] (Fig. 2). Table 1 summarizes the application of electromagnetic field technology in berry processing.
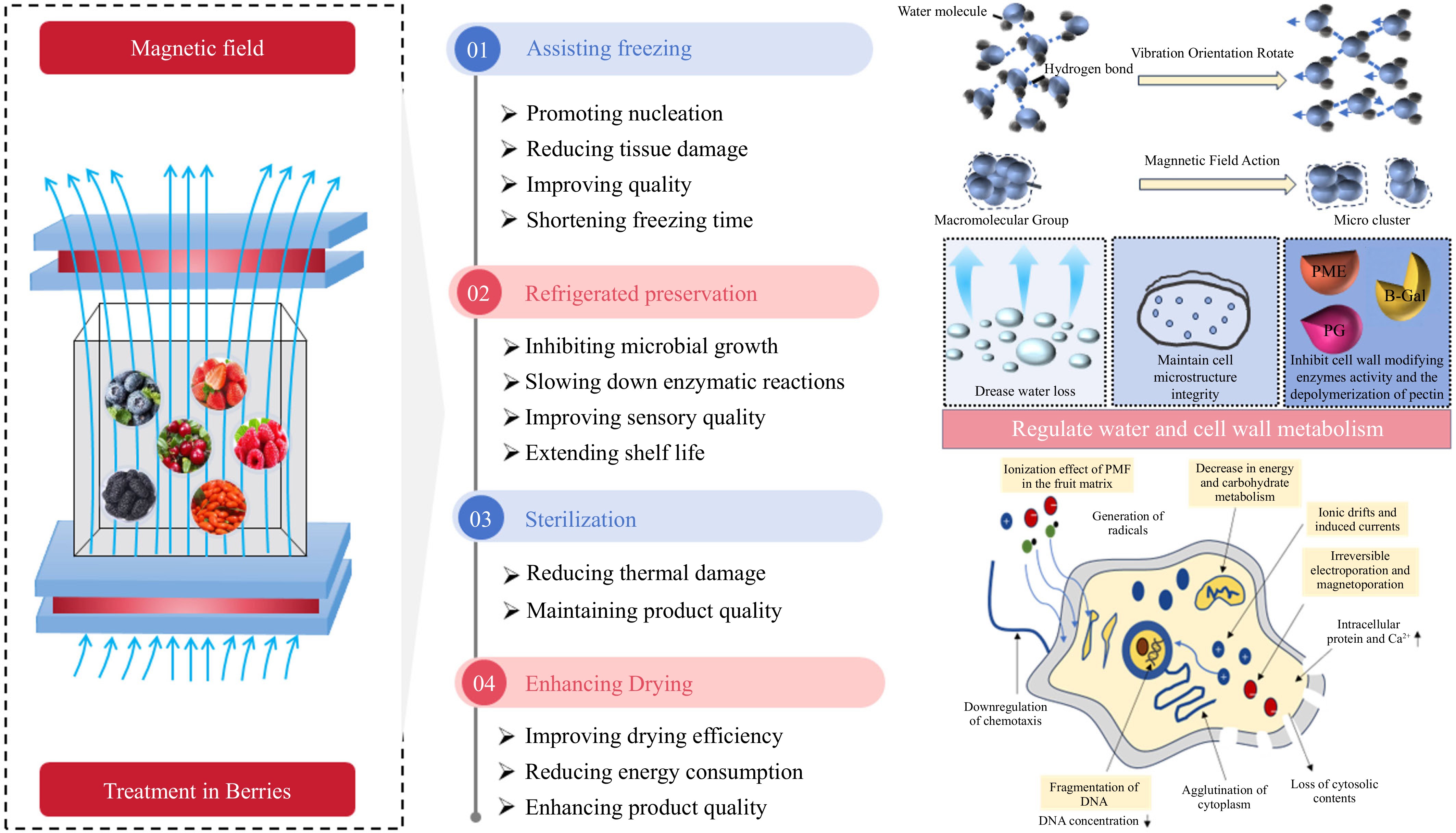
Figure 2.
Possible mechanisms of magnetic field-assisted processing of berries.
Table 1. Application of electromagnetic field technology in berry processing.
Processing technology Berry species Processing method Processing conditions Key findings Ref. Microwave Blackcurrant Drying MVD: 120–480 W; CD: 50–90°C Drying time to 32 min. [41] Electric field Blueberry Drying 10, 20, and 30 kV/cm;
10, 20, and 30 sDrying time is reduced by at least 30%. [38] Microwave Cranberry Drying HACD: 80 °C; 1.5 m/s MWVD: 150 W; 5 ± 1 kPa; 6 rpm The combined MWVD and HACD increased total polyphenol, total flavonoid, and anthocyanin contents by approximately 13.7%–24.2%, 7.3%–25.1%, and up to 44.2%, respectively. The antioxidant activity was enhanced by approximately 8.4%–35.8% [42] Microwave Strawberry Drying 500 ± 10 g; E = 1.0 kV/cm;
100 μs; 1 HzThe hardness decreased by 47.4% to 50.7%. [43] Electric field Strawberry Sterilization 35 kV/cm; 27 μs The anthocyanin content increased by 17%, and the shelf life was extended by at least 28 d. [44] Electric field Blueberry Sterilization 2 kV/cm, 1 μs, and 100 pulses per s; 2, 4, 6 min The production of natural microbial communities, Escherichia coli, and Listeria decreased by 2 to 3 orders of magnitude, while anthocyanins and phenolic compounds increased by 10% and 25% respectively. [45] Electric field Strawberry Sterilization HVEF: 15, 30, 45 kV
SMF: 2, 5, 8 mTThe moldiness rate decreased by more than 50%, the activity of antifungal compounds and related enzymes increased, and the lignin content increased by 72.4%. Shelf life was extended from 6 d to 12 d. [46] Magnetic field Blueberry Freezing 4 °C/min; PMF: –30 °C; 0–10 mT AMF: 0–1.74 mT PMF (10 mT) and AMF (0.05 mT, 50 Hz) reducing average ice crystal size by 33.6% and 53.8%, respectively. [47] Magnetic field Blueberry Freezing 36.8 mT/30–120 Hz; 44.7 mT/30–120 Hz, –35 ± 1 °C Blueberries treated at 44.7 mT and 90 Hz formed smaller ice crystals, thereby effectively preserving cellular structure. Compared with conventional freezing, this treatment increased the retention of anthocyanins and total polyphenols by approximately 12%–18% and 10%–15%, respectively, the antioxidant capacity (DPPH and ABTS assays) was enhanced by approximately 15%–25%, while the activities of PPO and POD were reduced by about 20%–30% and 18%–28%, respectively [48] Magnetic field Blueberry Freezing −20 °C; 0, 2.5, 5.0, 7.5, 10 mT The storage time is extended to 35 d. [49] Electric field Magnetic field Strawberry Freezing MF: 40 kV, 20 °C, 30 min
EF: 10 mTPhase transition time shortened by 27.65%, total freezing time reduced by 21.8%, and average freezing rate increased by 26.9%; accordingly, hardness rose by 19.3%, leakage loss dropped by 32.0%, total anthocyanin content increased by 14.8%, and total ascorbic acid content by 10.2%. The area of the ice crystals has decreased by 26.5%. [50] Magnetic field Blueberry Thawing MAT, MWT: 10 mT; 25 °C. Core temperature reaches 4 °C MATand MWT can reduce thawing time by 15% and 34%, while reducing drip loss by 16% and 28%, respectively [51] Magnetic field Blueberry Thawing MAT, MWT: 10 mT; 25 °C. Core temperature reaches 4 °C MAT and MWT significantly reduced total soluble solids loss (only 11.15% decrease in the MAT group). [52] Magnetic field Blueberry Thawing 100 g; 500 W; Core temperature reaches 4 °C The number of individual anthocyanins detected is the highest
(11 types), with the total anthocyanin content being the highest (62.45 mg/100 g), the total phenol content being 2.27 mg/g, and the antioxidant capacity (46.88 μmol/g) being the highest; the PPO enzyme content (105.99 u/g.min) is the lowest.[53] Magnetic field Blueberry Refrigeration 15 d; 0, 2, 4, 6, 8 mT; 4 °C The total number of microorganisms decreased by approximately 0.90 log CFU/g; the hardness increased by 2.0–3.3 times, weight loss rate decreased by 25%–64%, the soluble solids content increased by 7.5%-14.4%, the glucose content increased by 54%–69%, the key flavor substances, short-chain esters (in the 6 mT group), increased by 10.6 times, C6 aldehydes (in the 4 mT group), increased by 13.9–15.1 times, while inhibiting the formation of odors such as styrene. [54] Magnetic field Strawberry Refrigeration 0, 5 mT; 0, 3, 6, 9, 12, 15 d After 15 d of storage, hardness loss decreased by 55.76%, weight loss rate dropped by 57.14%, color loss reduced by 41.12%, and free water content increased by 17.93%; cell wall matrix loss decreased by 17.76%, water-soluble pectin content decreased by 12.82%, and cellulose loss decreased by 10.83%; simultaneously, it suppressed the expression of FaPG, FaPME, FaPL, and FaEG genes by 23.28%, 36.31%, 14.97%, and 10.84%, respectively. [55] Magnetic field Strawberry Refrigeration 80 J/pulse,12.5 mT, 3 Hz, 5 min The shelf life has been extended by 1.5 d. [56] Note: MVD, Microwave vacuum drying; CD, Convective drying; HACD: Hot air convective drying; MWVD: Microwave vacuum drying; HVEF: High voltage electrostatic field; SMF: Static magnetic field; PMF: Permanent magnetic field; AMF: Alternating magnetic field; MF: Magnetic field freezing; EF: Electric field freezing; RH: Relative Humidity; MAT: Magnetic field-assisted air thawing; MWT: Magnetic field-assisted water immersion thawing; PPO: Polyphenol oxidase; POD: Peroxidase. Application of electromagnetic fields in berry processing for quality enhancement
Electromagnetic field-assisted drying
-
The use of electromagnetic-field technology for drying can accelerate the rate of water loss and shorten the drying time. Research by Michalska et al. indicated that microwave vacuum drying required less time than convective drying for blackcurrant pomace, reducing drying time to 32 min[41]. Research by Díaz-Álvarez et al. demonstrated that treating blueberries with an electric field intensity of 30 kV/cm for 30 s significantly enhanced drying efficiency, reducing drying time by at least 30%[38]. Electromagnetic field technology not only enhances berry drying efficiency, but also improves berry nutritional quality. Zhou et al. found that compared with single hot-air convective drying, the combined microwave-vacuum and convective-drying treatments increased total polyphenol, total flavonoid, and anthocyanin contents by approximately 13.7%–24.2%, 7.3%–25.1%, and up to 44.2%, respectively. Meanwhile, the antioxidant activity was enhanced by approximately 8.4%–35.8%[42]. Electromagnetic field treatment has also been shown to improve berry texture. Fauster et al. demonstrated that after vacuum freeze-drying, berries pretreated with pulsed electric fields exhibited significantly improved textures, with hardness reduced by 47.4%–50.7%[43].
Electromagnetic field-assisted sterilization
-
Electromagnetic fields can effectively kill bacteria, extend shelf life, and reduce nutrient loss. Research by Yildiz et al. demonstrated that strawberry juice treated with an electric field for sterilization showed a 17% increase in anthocyanin content, with shelf life extended by at least 28 d post-treatment[44]. Jin et al. demonstrated that PEF treatment effectively eradicated Escherichia coli and Listeria monocytogenes on blueberry surfaces while preserving their nutritional content and sensory quality[45]. Zhang et al. demonstrated that strawberries treated with the combined HVEF and a static magnetic field exhibited a more than 50% reduction in mold incidence during storage, with shelf life extended to over 12 d[46].
Electromagnetic field-assisted freezing
-
Magnetic field-assisted freezing has garnered significant attention as a potentially innovative supplementary freezing method based on the effects of magnetic field on water. Tang et al. indicated that the static magnetic field group reduced nucleation and freezing temperatures, diminished the maximum ice crystal formation zone, and shortened the phase transition time, thereby improving the quality of frozen blueberries[47]. Arteaga et al. reported that among pulsed magnetic field treatments with different intensities and frequencies, blueberries treated at 44.7 mT and 90 Hz formed smaller ice crystals, thereby effectively preserving cellular structure. Compared with conventional freezing, this treatment increased the retention of anthocyanins and total polyphenols by approximately 12%–18% and 10%–15%, respectively, indicating improved stability of bioactive compounds. Meanwhile, the antioxidant capacity (DPPH and ABTS assays) was enhanced by approximately 15%–25%, while the activities of polyphenol oxidase (PPO) and peroxidase (POD) were reduced by about 20%–30% and 18%–28%, respectively[48]. Jiang et al. demonstrated that combining static magnetic field with subcooling technology in blueberries reduced nucleation temperature below –6 °C, increased subcooling depth, and extended storage duration to 35 d without ice crystal nucleation[49]. Electric and magnetic fields can synergistically assist freezing. Jiang et al. found that pulsed electric field-assisted magnetic field freezing shortened phase transition time by 27.65%, reduced total freezing time by 21.8%, and increased average freezing rate by 26.9%. This synergistic treatment resulted in a 19.3% increase in firmness, a 32.0% reduction in drip loss and improved color retention. Compared to fresh samples, synergistic treatment increased total anthocyanin and ascorbic acid content by 14.8% and 10.2%, respectively. Furthermore, at the microstructural level, ice crystal area decreased by 26.5%, thereby reducing cellular damage and preserving structural integrity[50].
Electromagnetic field-assisted thawing
-
Research by Nian et al. indicated that magnetic field-assisted air thawing and magnetic field-assisted water immersion thawing can reduce blueberry thawing time by 15% and 34%, while reducing drip loss by 16% and 28%, respectively[51]. Su et al. conducted research indicating that magnetic field-assisted thawing significantly reduced total soluble solids loss (only 11.15% decrease in the magnetic field-assisted air thawing group), increased ascorbic acid content and sugar-acid ratio, and effectively mitigated the loss of key aromatic active aldehydes[52]. Chen et al. demonstrated that microwaved blueberries yielded the highest number of detected individual anthocyanins (11 types) and the greatest total anthocyanin content (62.45 mg/100 g), indicating minimal degradation of anthocyanins during microwave thawing. Furthermore, microwaved blueberries exhibited the highest total phenolic content (2.27 mg/g) and antioxidant capacity (46.88 μmol/g), with the best preservation of nutritional components. Microwave thawing also resulted in the lowest PPO enzyme activity (105.99 u/g·min) and lower peroxidase POD enzyme activity compared to water bath thawing, making them less prone to oxidative browning[53].
Electromagnetic field-assisted refrigeration
-
Appropriate magnetic field conditions can improve the post-harvest quality of berries. Liu et al. conducted research showing that after 15 d of storage under a 2–8 mT static magnetic field for strawberries, the decay rate decreased by 15%–34%, the total number of microorganisms decreased by approximately 0.90 log CFU/g, the hardness increased by 2.0–3.3 times, and the weight loss rate decreased by 25%–64%. The soluble solids content increased by 7.5%–14.4%, the glucose content increased by 54%–69%, the key flavor substances, short-chain esters (in the 6 mT group), increased by 10.6 times, C6 aldehydes (in the 4 mT group), increased by 13.9–15.1 times, while inhibiting the formation of odors such as styrene, and delaying the deterioration of quality[54]. Zhang et al. demonstrated that cold storage treatment with a 5 mT magnetic field significantly enhanced the postharvest preservation of strawberries. After 15 d of storage, hardness loss decreased by 55.76%, weight loss rate dropped by 57.14%, color loss reduced by 41.12%, and free water content increased by 17.93%; cell wall matrix loss decreased by 17.76%, water-soluble pectin content decreased by 12.82%, and cellulose loss decreased by 10.83%[55]. Magnetic field-assisted refrigeration not only enhances the post-harvest sensory quality and nutritional value of berries, but also extends their shelf life. Research by Giannoglou et al. indicated that strawberries treated with pulsed electromagnetic fields demonstrated a 1.5-d extension in shelf life during isothermal storage at both 1 °C and 6 °C[56].
Limitations and prospects of electromagnetic field technology applications
-
Electromagnetic field technology offers significant advantages in enhancing berry processing efficiency, strengthening physical structure, improving nutritional quality, sensory characteristics, and microbial inactivation. However, improper electromagnetic field parameters can lead to quality deterioration, affecting the sensory properties and quality stability of fresh fruit. Microwave energy absorption is highly dependent on moisture content and tissue heterogeneity, making it prone to uneven heating, incomplete microbial inactivation, and nutrient loss. Inadequate microwave conditions failed to reduce microbial counts to the safe threshold below 1 log CFU/g[41], resulting in anthocyanin retention of only 33%, flavonoids and polyphenols each retained at 53%, DPPH radical scavenging activity retained only 15%[57]. The core electroporation effect exhibits distinct threshold and irreversibility characteristics. Inappropriate intensity can cause total phenolic content to decrease by 1.2%–9.1%, antioxidant capacity to decline by 1.6%–33.9%, and berry firmness to drop by 71.3%–71.6%[38]. In addition, electromagnetic field–based technologies in berry processing exhibit strong adaptability dependence on cultivar structure and processing scenarios. Microwave treatment is suitable for low-power, short-duration processing of high-moisture berries with thin skins, whereas berries with thick skins require higher power input or a combination with pretreatments. HVED is more appropriate for berries with a waxy cuticle. PEF requires low-intensity conditions matched to soft tissues. Also, magnetic fields can mitigate ice crystal–induced damage during freezing of high-moisture berries. Overall, microbial inactivation tends to favor low-intensity conditions, while drying processes require medium-to-high intensity regulation, and most processing scenarios display a characteristic adaptation pattern of 'low-to-moderate intensity with a narrow time window'. However, the engineering-scale synergistic integration of these technologies with other physical fields remain substantially constrained. Mismatches in field-action mechanisms and spatiotemporal scales can induce risks of energy superposition, cultivar-dependent differences lead to narrow parameter windows and poor reproducibility, ice-phase transitions under low-temperature conditions weaken electric field conduction, and equipment complexity, along with high capital cost and energy consumption, limit stable large-scale application.
The future development of electromagnetic field technology in berry processing should progress along four coordinated tracks: mechanism, data, equipment, and standards. Key priorities include establishing stable, controllable processing windows for predictive design, developing variety- and scenario-specific threshold databases to support process transfer and scale-up, advancing mechanism-driven multi-field coordination with optimized sequencing, dosage, and closed-loop control to improve reproducibility, and engineering continuous, low-energy, intelligent equipment through optimized field–material coupling and multi-sensor integration. In parallel, strengthening standardization will reduce costs and uncertainties and enable large-scale, green production of high-quality functional berry products.
Pressure field
-
High-pressure processing (HPP) technology involves treating soft, pre-packaged foods under pressures ranging from 100 to 1,000 MPa (equivalent to 104 to 105 m of water column pressure) under ambient or mild heating conditions. This process is employed to achieve sterilization, enzyme inactivation, and food processing[58].
When acting on cells, HPP can disrupt bacterial cell walls and cell membrane structures, alter membrane permeability, and inhibit DNA replication and enzyme activity[59,60]. When ultra-high pressure is applied to water molecules, pressure field alters ice nucleation and growth processes, generating smaller and more uniform ice crystals that reduce cellular damage[61]. Additionally, ultra-high pressure can induce tissue relaxation or enhance intercellular channel permeability, influencing water migration and increasing the water diffusion coefficient[62]. Table 2 summarizes the application of pressure field technology in berry processing.
Table 2. Application of pressure field technology in berry processing.
Berry species Processing method Processing conditions Key findings Ref. Blueberry Sterilization 300 MPa, 1 min Anthocyanin content increased by 15%, shelf life extended by at least 42 d, and at the end of storage, the TMAC was 1.7 ± 0.0 log CFU/mL (p > 0.05), YM count was 1.97 ± 0.1 log CFU/mL. Both values fell below acceptable upper limits (TAMC 4-log CFU/mL, YM 3-log CFU/mL). [44] Aronia melanocarpa Sterilization 500 MPa; 10 min; 25 °C It effectively inactivates microorganisms, preserves color and antioxidant capacity, reduces browning index, and elevates total anthocyanin, polyphenol, and flavonoid contents. [63] Hawthorn berry Sterilization 400, 500, 600 MPa;
10, 15, 20 min;
25, 35, 45 °CThe total colony count decreased from 1,700 CFU/mL to 40 CFU/mL. The gallic acid content reached 11.26 mg per 100 mL of sea buckthorn pulp, with a retention rate of approximately 88.08%. [64] Strawberry Drying 50, 100, 150, 200, and 250 MPa Drying time was reduced by 9%–24%. [65] Strawberry Drying HPP: 100 MPa; 5 min
US: 25 minThe hardness was 707.28 g, the a* value was 31.01, the anthocyanin content was 304.39 mg/kg, the total phenol content was 11.60 mg/100 g, and the flavonoid content was 221.41 mg/100 g. [66] Blueberry Refrigeration 600 MPa; 42 °C; 5 min; 4 °C; 56 d The ascorbic acid loss rate was 31%. [67] Strawberry Refrigeration 300–500 MPa;
store temperature: between 0 and 50 °C for 1, 5, or 15 min; 6 °CThe microbiological shelf life of fruit puree stored at 50 °C under 500 MPa for 15 min is 12 weeks when refrigerated (6 °C). [68] Strawberry Freezing 200 and 600 MPa; 5 min, 15 min The inactivation rate of polyphenol oxidase in strawberries can reach 82% at 600 MPa. [69] Strawberry Thawing 600 MPa; 25, 50 °C; 15 min The absorption of sucrose increased by 21% in strawberry slices and by 140% in whole fruit, reaching maximum contents of 45.6 ± 2.4 °Brix and 34.7 ± 0.9 °Brix, respectively. [70] Strawberry Thawing 200 MPa The hardness of the strawberries was 1/3 higher than that of the conventional thawing group. [71] TMAC: total aerobic microbial count; YM: yeast and mold; HPP: high pressure processing; US: ultrasound. Application of pressure field in berry processing for quality enhancement
Pressure field-assisted sterilization
-
High-pressure processing enhances the nutritional quality of berries and extends their shelf life. Research by Yildiz et al. demonstrated that strawberry juice subjected to HPP exhibited a 15% increase in anthocyanin content and a shelf-life extension of at least 42 d. Following storage, the total aerobic microbial count was 1.7 ± 0.0 log CFU/mL (p > 0.05), and the yeast and mold count was 1.97 ± 0.1 log CFU/mL. Both values fell below acceptable limits (TAMC 4-log CFU/mL, YM 3-log CFU/mL)[44]. The study by Lv et al. showed that HPP can effectively kill microorganisms in Aronia melanocarpa juice, better maintain the original color and antioxidant capacity of the juice, significantly reduced its browning index, and increase its total anthocyanin, total polyphenol, and total flavonoid content[63]. Research by Sheng et al. indicated that after HPP sterilization of sea buckthorn, the total bacterial count decreased from 1,700 to 40 CFU/mL. Regarding polyphenol retention, following HPP treatment, the gallic acid content in each 100mL of sea buckthorn pulp reached 11.26mg, with a retention rate of approximately 88.08%. In contrast, after conventional thermal sterilization (90°C, 40 min), gallic acid content in sea buckthorn pulp was only 4.99 mg/ 100 mL, with a retention rate of merely 37.92%[64].
Pressure field-assisted drying
-
High hydrostatic pressure enhances the efficiency, sensory quality, and nutritional quality. Zhang et al. reported that high hydrostatic pressure treatment increased water mobility in strawberry slices, thereby reducing drying time by 9%–24%. With increasing treatment pressure, redness value (a*) and anthocyanin content progressively increased[65]. Zhang et al. demonstrated that strawberry slices exhibited optimal comprehensive quality at an ultra-high pressure of 100 MPa, high-pressure duration of 5 min, and an ultrasound treatment time of 25 min. With a hardness of 707.28 g, a* value of 31.01, anthocyanin content of 304.39 mg/kg, total phenolic content of 11.60 mg/100 g, and flavonoid content of 221.41 mg/100 g. Antioxidant activity was also at a relatively high level[66].
Pressure-assisted refrigeration
-
Pressure field-assisted berry refrigeration enhances nutritional quality and storage stability. Research by Barba et al. demonstrated that blueberry juice subjected to HPP exhibited higher ascorbic acid retention, phenolic content, and antioxidant capacity during storage at 4 °C than untreated juice and juice treated with PEF[67]. HPP treatment effectively extended the shelf life of berries, and research by Marszałek et al. indicated that strawberry puree preserved at 50 °C under 500 MPa for 15 min demonstrated a 12-week microbiological shelf life during refrigeration (6 °C). However, undesirable quality changes were observed, potentially due to insufficient inactivation of strawberry tissue enzymes. Consequently, the recommended shelf life of HPP-treated strawberry puree should not exceed 6 weeks post-treatment. During this period, significantly higher levels of polyphenols and anthocyanins were detected in the HPP-preserved puree than in the thermally processed puree[68].
Pressure field-assisted freezing
-
Pressure-assisted freezing is a rapid freezing technique that alters the formation pathways and characteristics of ice crystals under pressure, thereby reducing the size of ice crystals formed. High-pressure assisted freezing significantly influences polyphenol oxidase activity in berries, thereby mitigating fruit browning. Research by Sulaiman et al. demonstrated that PPO in strawberries exhibited an 82% inactivation rate under 600 MPa pressure treatment, contributing to reduced oxidative browning. During high-pressure-assisted freezing, in addition to the pressure and low-temperature conditions affecting PPO activity, the state of the fruit is also an important influencing factor. When frozen for 30 d under the same conditions, the PPO activity in the fruit puree increased to twice that before freezing, while the PPO activity in the whole fruit decreased to 73% of that before freezing[69].
Pressure field-assisted thawing
-
Compared to conventional thawing methods, pressure field technology offers significant advantages in reducing thawing time. Research by Eshtiaghi et al. demonstrated that employing HPP thawing (600 MPa, 25 °C, and 50 °C for 15 min) as a pretreatment before thermal processing of strawberries resulted in increased sucrose uptake in strawberry slices (21%) and whole fruits (140%), reaching maximum sucrose contents of 45.6 ± 2.4 °Brix and 34.7 ± 0.9 °Brix, respectively. Furthermore, HPP treatment reduced the total microbial count by two logarithmic cycles[70]. In addition to enhancing thawing efficiency, the pressure field effectively improved berry sensory quality. Konyole et al. demonstrated that strawberries pre-treated with pectin methyl esterase and calcium chloride solutions prior to freezing, followed by assisted thawing under 200 MPa hydrostatic pressure, exhibited one-third greater firmness than conventionally thawed samples[71].
Limitations and prospects of pressure field technology applications
-
Although HPP offers advantages as a non-thermal processing technology in enhancing quality and processing efficiency, its application in berry processing is constrained by systemic issues such as a narrow parameter window, insufficient quality stability, and high engineering costs. At low parameters, microbial and enzymatic inactivation was inadequate, readily triggering ethanol fermentation and rapid nutrient degradation, resulting in a storage life of less than 4 weeks, and is prone to causing browning. While higher parameters improved sterilization, they still failed to fully inhibit enzymes, leading to continuous loss of anthocyanins, VC, and textural deterioration during storage (e.g., 73% anthocyanin loss and complete VC degradation in strawberry puree within 12 weeks), accompanied by significant nutrient depletion[68,72,73]. HPP shows broad but conditional applicability to berries such as blueberries, strawberries, aronia, and sea buckthorn, requiring variety- and scenario-specific intensity adjustments—generally low to medium levels—to balance microbial inactivation with quality retention during sterilization, drying, and cold storage/freezing/thawing. However, its synergistic use with other physical fields is constrained by mechanism mismatches, elevated tissue damage risks, and engineering complexity; uniform hydrostatic pressure has limited control over heat/mass transfer and phase transitions, multi-field superposition can intensify cell rupture and juice loss, and high equipment, energy, and scale-up costs persist, while synergistic mechanisms remain unclear. To meet demands for green, low-carbon, functional, and standardized processing, future work should focus on precise, variety-specific parameter adaptation to stabilize anthocyanins, VC, and texture, clarifying spatiotemporal mechanisms of low-intensity multi-field synergy to enable controllable, energy-efficient combinations that avoid strong-field damage, and advance engineering and standardization to lower costs and improve industrial accessibility, especially for small- and medium-sized enterprises.
Plasma
-
Plasma is an electrically enhanced substance composed of a mixture of excited molecules, charged particles, reactive oxygen species (ROS), reactive nitrogen species (RNS), and ultraviolet (UV) radiation. In its simplest form, laboratory plasma is generated by applying a voltage to gases such as helium, neon, argon, or air. Plasma exhibits a temperature distribution in which the electron temperature is significantly higher than the ion and gas temperatures, resulting in the electron temperature being much higher than that of other substances. This is usually referred to as cold plasma (CP)[74], and plasma-treated water is known as plasma-activated water (PAW)[75].
Plasma can be used for sterilization and enzyme inactivation. Sterilization by CP oxidizes cellular macromolecules—polysaccharides, lipids, proteins, and DNA—leading to impaired proliferation, membrane leakage, and functional loss. It also alters bacterial cell walls and triggers oxidative stress via ROS/RNS, causing DNA damage, and cell death. For bacterial spores, CP acts through UV-induced DNA damage, ROS erosion of the spore core, and RNS etching of the coat, achieving inactivation while preserving external structures. When plasma interacts with water, complex reactions occur at the water interface, generating active substances with varying lifetimes. The RONS formed in PAW can induce oxidative stress in microbial cells, damage the key structures of peptidoglycan and the cell wall, and trigger lipid peroxidation of the membrane, thereby achieving sterilization[74] (Fig. 3).
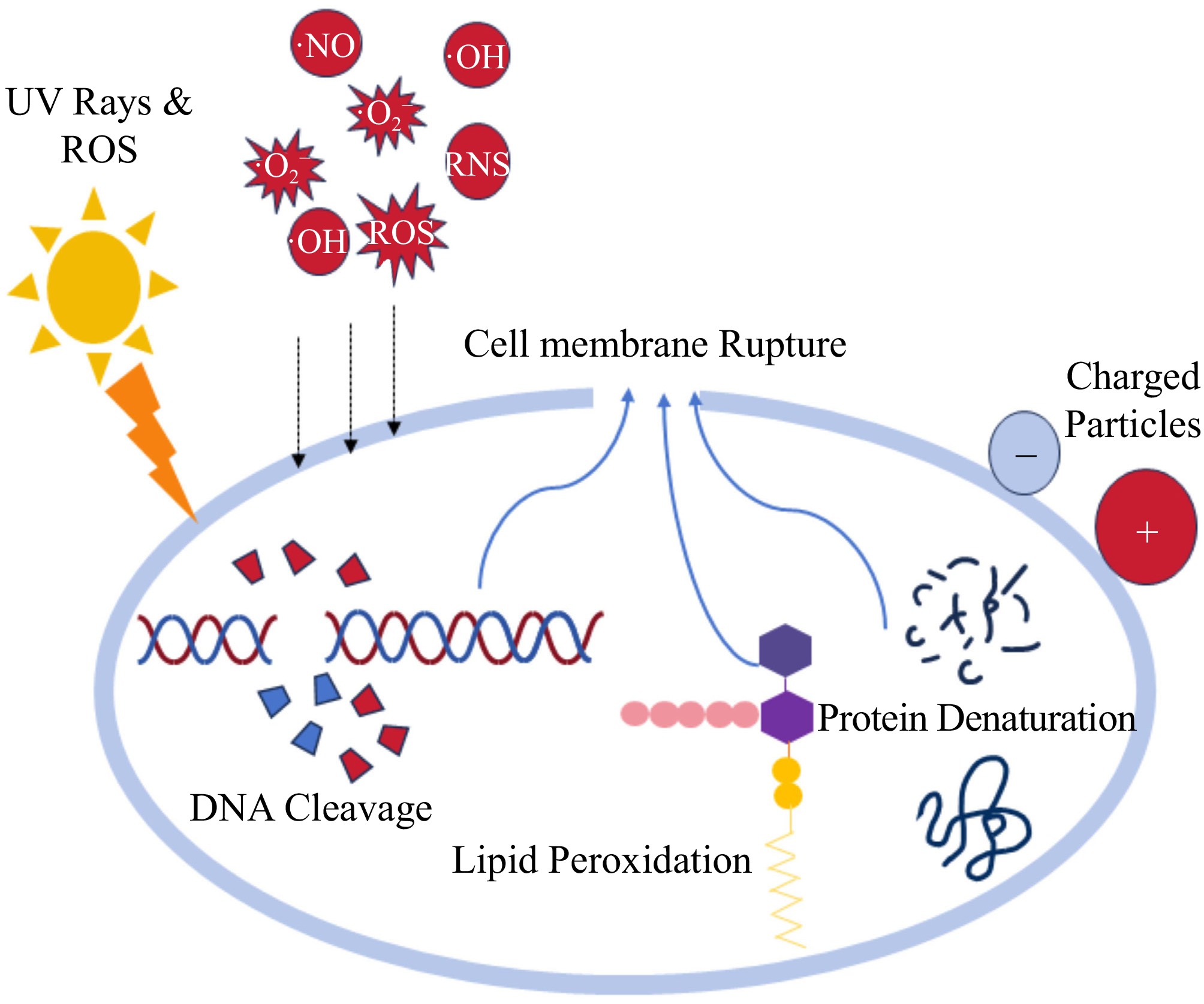
Figure 3.
Schematic diagram of the mechanism of bacterial inactivation by cold plasma[76].
In the case of enzyme inactivation, enzymes interact with ROS or free radicals (OH, O2−, HO2, and NO) induced by plasma. The reactive side chain groups of amino acids are more susceptible to chemical modification by the hydroxyl radicals, superoxide anion radicals, hydroperoxy radicals, and nitric oxide generated from the plasma sources. Particularly, sulfhydryl groups are more susceptible to the reactive species formed during plasma exposure, which leads to the formation of disulfide bonds. In addition, the occurrence of ion bombardment and/or irradiation with radicals and photons, which are taking place during the plasma exposure, can lead to chemical degradation of the enzyme constituents. The ultimate consequence of the above reaction is the loss of enzyme activity[77].
Application of plasma in berry processing and quality enhancement
-
Plasma technology is mainly used in the processing of berries to control post-harvest sterilization and preservation, in order to prevent bacterial pathogens from infecting the berries. Liu et al. found that by treating mulberries with plasma at different times and intensities, it was discovered that the plasma technology can effectively reduce the post-harvest rot rate of mulberries and inhibit the growth of Botrytis cinerea. After plasma treatment, a large amount of ROS accumulated in the cells of Botrytis cinerea, resulting in an imbalance of redox in the cells of Botrytis cinerea[78]. Plasma can inhibit changes in berry texture and the growth of microorganisms and colonies, thus maintaining the freshness of the berries. Li et al. conducted research and found that the texture characteristics of fresh-cut strawberries treated with plasma did not change significantly within one week of storage, and the number of microorganisms was significantly reduced. At the end of storage, the total colony count of strawberries in the treatment group was only 3.98 log CFU/g, while that of the control group reached 5.39 log CFU/g[79]. Hu et al. conducted research by setting different times to generate plasma treatment for blueberries, and the results showed that atmospheric cold plasma treatment had a significant inhibitory effect on the spore germination and mycelial growth of Botrytis cinerea in blueberries[80]. Cong et al. have conducted research showing that the treatment with activated water can significantly reduce the total number of surface colonies of wolfberry during storage, and can extend the shelf life of wolfberry to 37 d[81]. Xiao et al. treated blueberries with PAW and found that PAW effectively inhibited the growth of bacteria, yeast, Alternaria, and Botrytis cinerea on the blueberry surface. It significantly reduced the spoilage rate under storage conditions at 4°C and 25°C, thereby extending the storage period[82].
Limitations and prospects of plasma technology applications
-
Plasma non-thermal sterilization primarily relies on reactive species such as ROS/RNS, making it suitable for preserving high-moisture, thin-skinned berries (e.g., blueberries, mulberries) under short-to-medium duration, and low-to-medium intensity conditions. However, for soft-textured, nutrient-rich berries (e.g., goji berries, strawberries), PAW or mild composite modes are more appropriate to mitigate structural damage and nutrient loss. However, this technology has certain limitations. On one hand, its narrow parameter threshold window made it prone to over-treatment, causing skin structural damage, decreased color, textural softening, and a 23.6% reduction in anthocyanin content and decreased lipid stability. Furthermore, since the plasma effect is a surface phenomenon, it cannot be used to inactivate enzymes within intact fruits or vegetables, which often leads to inevitable deterioration in quality[77,80,83]. On the other hand, when combined with physical fields like ultrasound, electric field, or microwaves, mismatches in mechanisms, time scales, and energy distribution can trigger uncontrolled reactive species and amplified energy effects. This exacerbates oxidative damage, compromises quality, stability, and reproducibility, and complicates industrial application due to increased equipment complexity and costs[75,84]. To address these challenges, future research should prioritize: elucidating the interaction mechanisms between reactive species and berry matrix, along with achieving precise variety-parameter matching; developing low-damage, targeted synergistic processes and compact equipment; and establishing multidimensional quality early-warning and dynamic regulation systems based on real-time monitoring. These efforts will achieve a stable equilibrium between sterilization efficiency and quality assurance, forming an innovative pathway distinct from existing approaches—one guided by 'precision regulation and quality stability'.
-
This article reviews the applications of ultrasound, electromagnetic field, pressure field, and plasma in berry processing. Leveraging their non-thermal or low-temperature advantages, they enhance efficiency and quality in processes such as sterilization, drying, freezing/thawing, and preservation. The dominant effects of each field are different: ultrasound uses cavitation and vibration to damage the surface and promote water mass transfer; electromagnetic fields regulate the permeability of water molecules and membranes, enhancing mass transfer and assisting heat transfer; pressure fields alter cell structure and reduce migration resistance; plasma mainly involves surface reactions of active species, making it suitable for surface sterilization and preservation.
Looking ahead, research should first establish a 'variety–scenario–parameter' database to match physical field settings with berry skin traits and moisture content, enabling precise control to safeguard quality. Secondly, synergistic mechanisms must be deepened by leveraging the dominant advantages of each physical field in heat transfer, mass transfer, moisture migration, and momentum transfer, while developing 'sequential synergy', and 'dose allocation' modes, supported by online monitoring to improve stability and reliability. Thirdly, advancing localized, low-cost core equipment—such as intelligent, continuous systems with multi-sensor fusion and digital twin integration—is essential to meet industrial demands. Fourth, industry standards covering nutrient retention, microbial inactivation, and safety should be established, including clear testing metrics and evaluation criteria to guide standardized development. Finally, applications should expand into berry deep processing (e.g., bioactive extraction) and cold-chain preservation, promoting functional berry products, and building an integrated quality assurance system across the entire supply chain.
This work was supported by the China Postdoctoral Science Foundation (Grant No. 2023M732394, 2023M732393), and the Key Research and Development Program of the Department of Science and Technology of Liaoning Province (Grant No. 2024JH2/102500063).
-
The authors confirm their contributions to the paper as follows: investigation: Qu C, Tan H, Ma Y; visualization: Qu C, Tan H, Ma Y, Song Z; writing − original draft: Qu C; writing − review and editing: Qu C, Lang Y, Wang X, Jiang H, Yue M, Ashour AA, Li B, Si X; supervision: Li B, Si X; Si X: conceptualization, project administration, funding. All authors reviewed the results and approved the final version of the manuscript.
-
Data sharing not applicable to this article as no datasets were generated or analyzed during the current study.
-
The authors declare that they have no conflict of interest.
- Copyright: © 2026 by the author(s). Published by Maximum Academic Press on behalf of China Agricultural University, Zhejiang University and Shenyang Agricultural University. This article is an open access article distributed under Creative Commons Attribution License (CC BY 4.0), visit https://creativecommons.org/licenses/by/4.0/.
-
About this article
Cite this article
Qu C, Lang Y, Tan H, Ma Y, Wang X, et al. 2026. Prospects and applications of efficient physical fields in enhancing quality stability of berries during processing: a review. Food Innovation and Advances 5(2): 195−206 doi: 10.48130/fia-0026-0015 

Prospects and applications of efficient physical fields in enhancing quality stability of berries during processing: a review
- Received: 17 November 2025
- Revised: 05 February 2026
- Accepted: 23 March 2026
- Published online: 30 April 2026
Abstract: Berries are characterized by their high nutrient content and the presence of bioactive compounds. However, their thin skin and high moisture content render them highly susceptible to postharvest spoilage. Conventional processing methods can extend shelf life to a certain degree; however, they frequently result in nutrient loss, sensory quality deterioration, and increased energy consumption. In recent years, high-efficiency physical field technologies (such as acoustic field, electromagnetic fields, pressure field, and plasma) have provided new technological pathways for addressing the aforementioned challenges. The utilization of non-thermal or low-temperature processing characteristics enables the effective preservation of berry nutrients and flavor during critical stages, such as sterilization, drying, freezing, thawing, and refrigeration. Furthermore, these physical fields enhance processing efficiency, reduce energy consumption, and delay the deterioration of quality during storage. This paper systematically reviews the research progress in various physical fields of berry processing and quality enhancement, summarizing their fundamental concepts, mechanisms of action, and effects on berry quality across different processing stages, and discusses their prospects for industrial application in the food processing industry.
-
Key words:
- Berries /
- Acoustic field /
- Electromagnetic fields /
- Pressure field /
- Plasma /
- Application