








-
As urbanization accelerates, sludge generation from wastewater treatment in China continues to increase[1,2] (Fig. 1). It is anticipated that China will generate 160 million tons of sludge (comprising domestic and industrial sludge) annually (at 80% moisture content) by 2025. This sludge contains a significant quantity of organic matter and nutrients. If not properly treated, it not only occupies valuable land resources but may also cause severe environmental pollution and public health issues[3]. Consequently, sludge treatment and utilization have become a major global research focus. Among treatment methods, incineration is the predominant international technology because it effectively reduces volume, stabilizes sludge, and detoxifies it. For instance, Fig. 2 shows that incineration is the main disposal method in major developed countries. This widespread use highlights its advanced technology and effectiveness in managing environmental risks. However, traditional single-sludge incineration still has certain limitations in terms of energy recovery efficiency, pollution control, and economic viability. In contrast, co-combustion technology demonstrates significant potential for expanding production capacity and recovering resources.
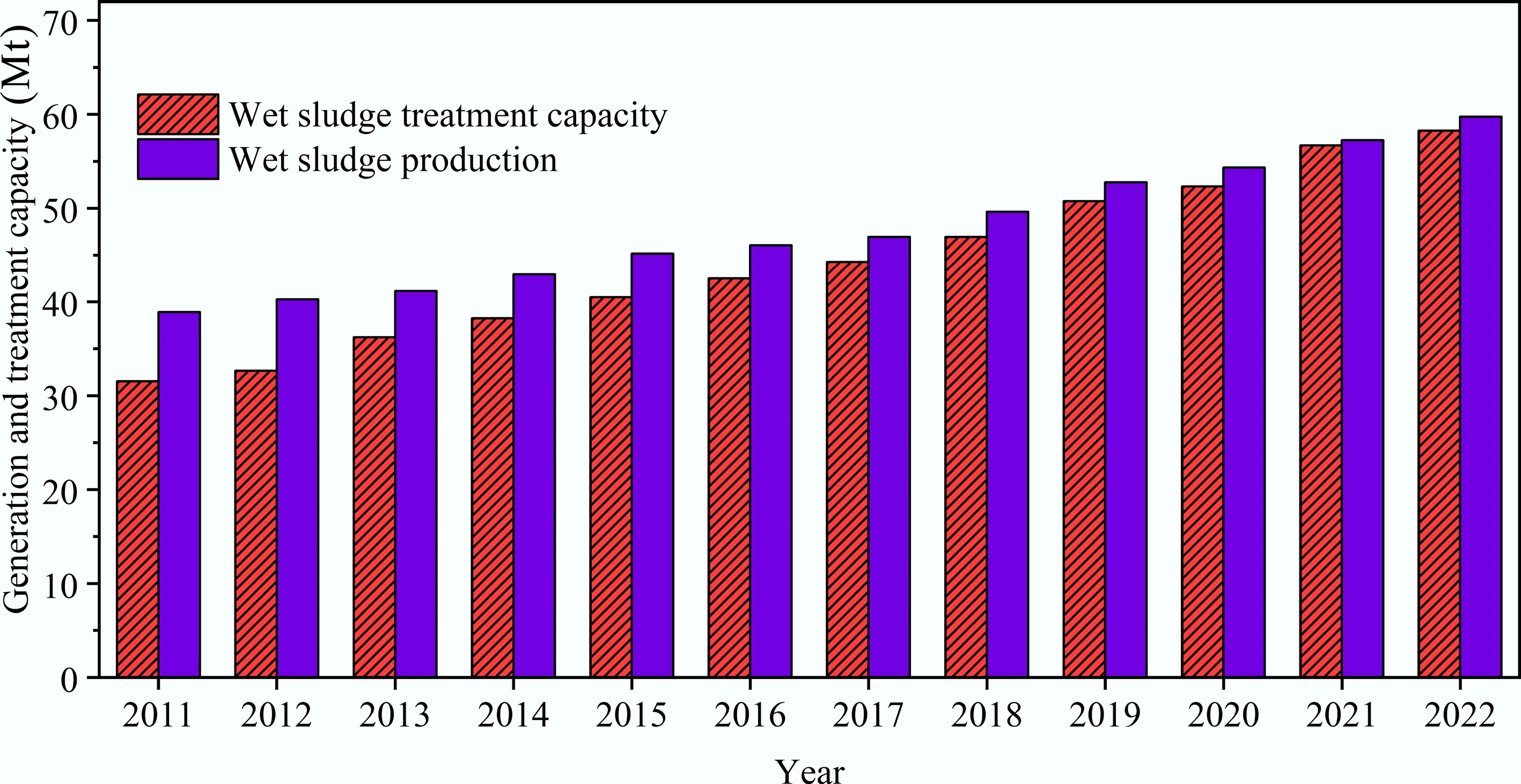
Figure 1.
Wet sludge generation and disposal in China, 2011–2022.
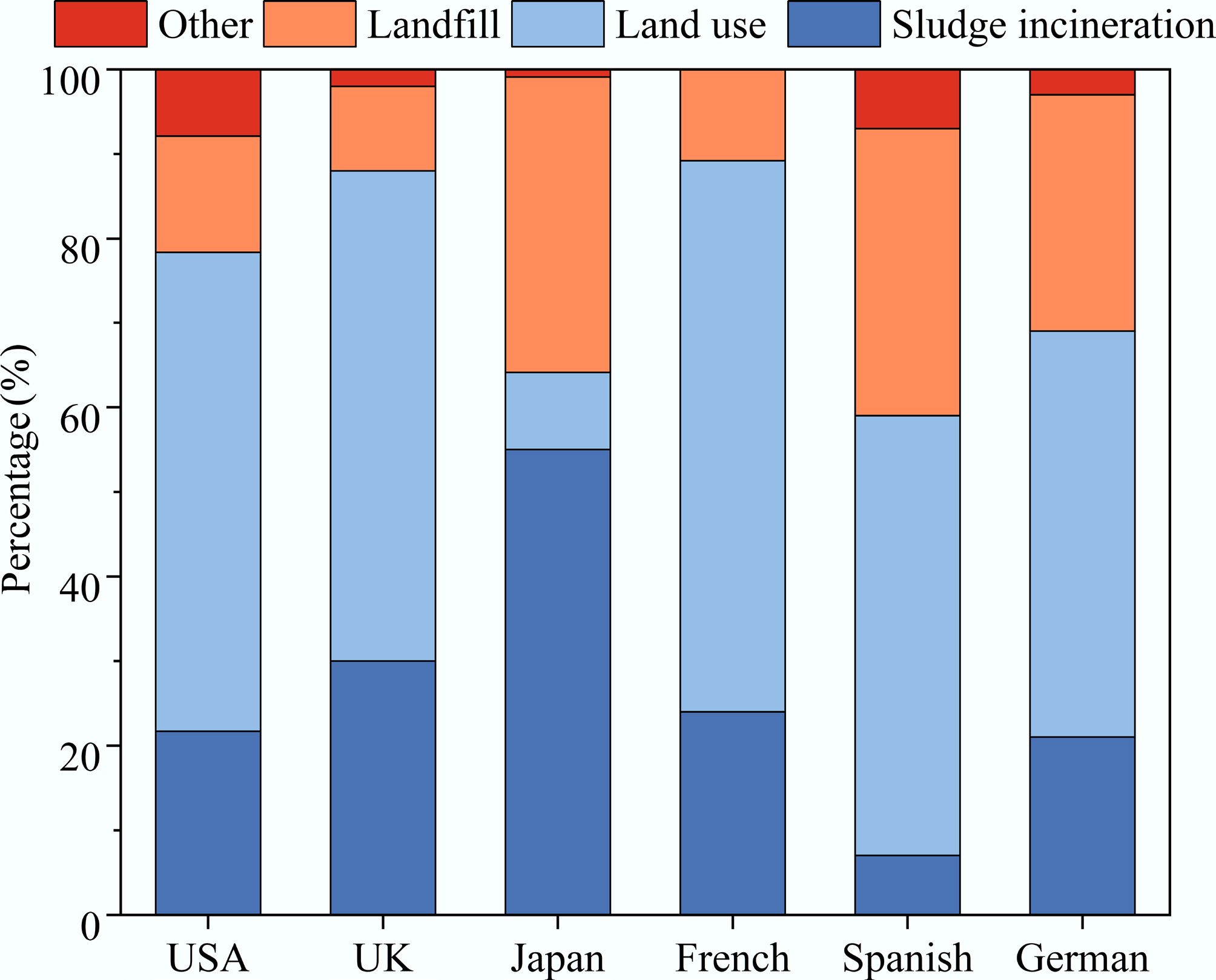
Figure 2.
Percentage of sludge disposal methods in major developed countries.
To further promote the resource utilization of sludge, co-combustion technology has gained increasing attention in recent years. This technical approach can leverage existing combustion systems at facilities such as coal-fired power plants for retrofitting, significantly reducing investment costs[4], while offering excellent combustion stability and pollution control capabilities. These developments align with China's environmental regulations. Specifically, the 'Law of the People's Republic of China on Environmental Protection' and the 'Law of the People's Republic of China on Prevention and Control of Water Pollution', classifies sludge as solid waste. They require its standard disposal to prevent secondary pollution. Additionally, the 'Implementation Plan for Harmless Treatment and Resource Utilization of Sludge' targets a new harmless disposal capacity of at least 20,000 tons/d (wet sludge, 80% moisture) by 2025. This policy further supports co-combustion adoption. Internationally, developed countries have established more mature sludge treatment systems. The EU Wastewater Sludge Directive establishes stringent criteria for the environmentally sound management of sludge, along with stipulations for agricultural reuse. Driven by regulations, many European countries have widely adopted advanced incineration technology systems. These technologies, characterized by lower investment costs and flexible retrofitting adaptability, not only meet international environmental standards but also significantly enhance resource recovery efficiency. Taking Germany as an example, through the large-scale application of technologies such as co-incineration, the country has achieved a sludge resource recovery rate approaching 100%.
From the perspective of technological development, sludge incineration technology has undergone a long period of exploration and refinement. The development of the technology can be divided into four phases, as shown in Fig. 3. International initial exploratory phase: In 1962, the world's first sludge incineration fluidized bed boiler was built in Washington, USA[5]. Technology introduction and scientific research start-up phase: After introducing the technology in the 1980s, China proposed the theory of co-combustion in the 1990s. Engineering demonstration and technology system formation phase: In 2003, China's first sludge incineration system (Shanghai Shidongkou Wastewater Treatment Plant) was completed[6]. Scale-up in China and global technology upgrade phase: In 2022, the incineration scale had exceeded 100,000 tons/d (with a 60% synergy rate), marking the leap from introduction and absorption to large-scale application. Besides combustion-based pathways, anaerobic digestion (AD) is another widely applied route for sludge energy recovery, which converts biodegradable organics into biogas[7,8]. Compared with co-combustion, AD operates at lower temperatures and offers additional circular economy benefits through resource-oriented utilization of digestate[9,10]. However, AD performance is highly dependent on sludge biodegradability, retention time, and the stability of anaerobic microbial communities. Moreover, it often requires extensive pre-treatment when sludge contains inhibitory compounds or exhibits low organic fractions[7,11]. Therefore, a comparative evaluation of co-combustion and anaerobic digestion is essential for determining the most suitable sludge valorization strategy under different technical and economic conditions[12].
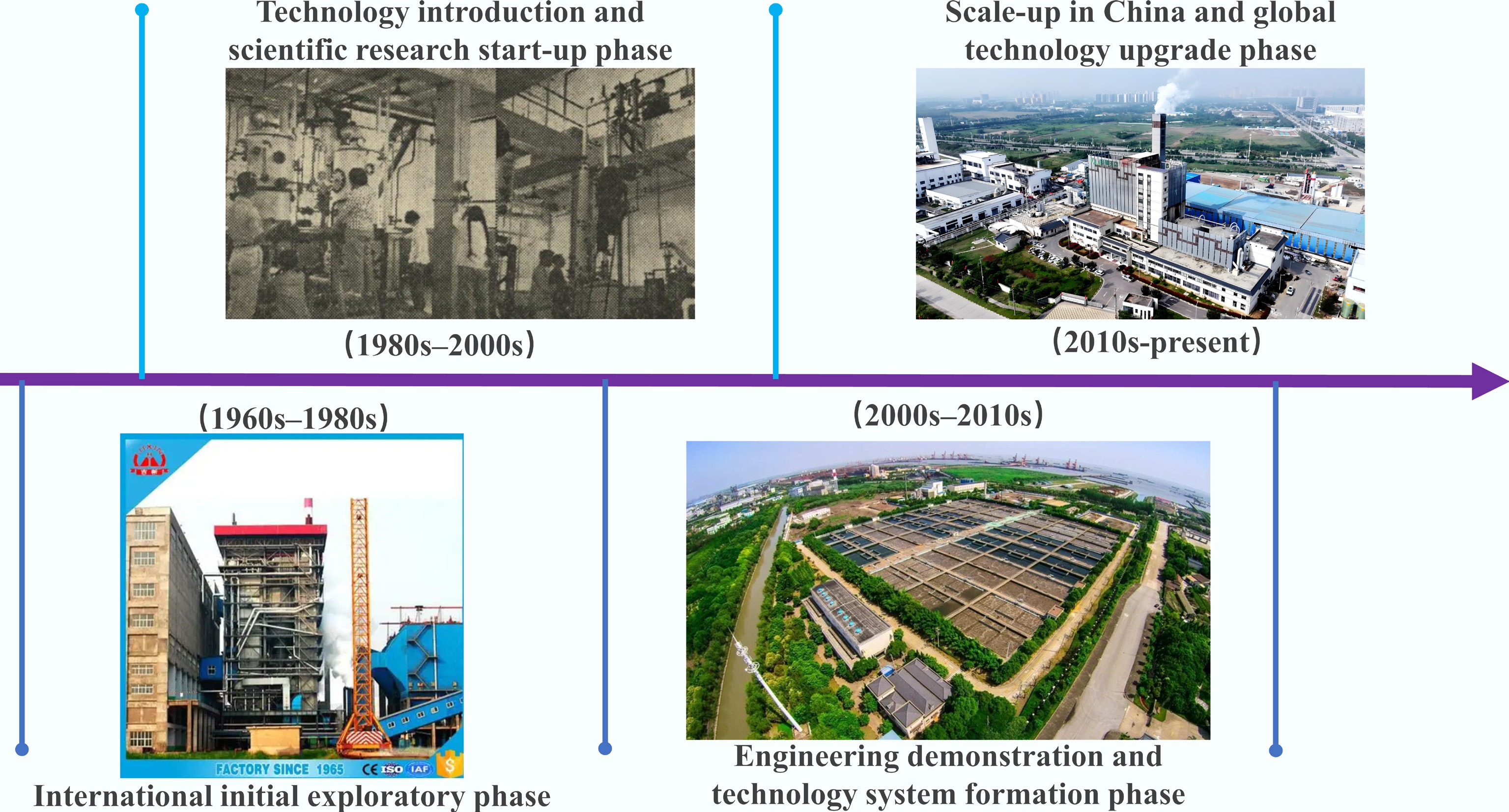
Figure 3.
Development history of the sludge co-combustion technology.
Sludge co-combustion technology achieves efficient resource recovery through unique combustion mechanisms and system design advantages: (1) The intense turbulent mixing within the furnace and extended gas residence time significantly enhance heat and mass transfer efficiency, ensuring complete sludge combustion. (2) Its wide fuel adaptability enables processing of sludge fuels with fluctuating moisture and ash content. (3) The typical low–to–medium combustion temperature range (850–950 °C) ensures complete combustion of organic matter while effectively suppressing the formation of gas-phase pollutants (such as thermal NOX) and preventing dioxin generation[13,14]. To more clearly illustrate the co-combustion process, Fig. 4 shows a typical sludge co-combustion system flow: First, the raw sludge is dewatered and pretreated in a dryer. Subsequently, the dried sludge is mixed with coal and enters the combustion chamber, where it generates high-temperature flue gas. Finally, the heat from the flue gas is used to generate electricity via the turbine, and the steam is then condensed and recycled. The system integrates processes of drying, incineration, and heat recovery, thereby significantly reducing the negative impact of high-moisture sludge on incineration efficiency.
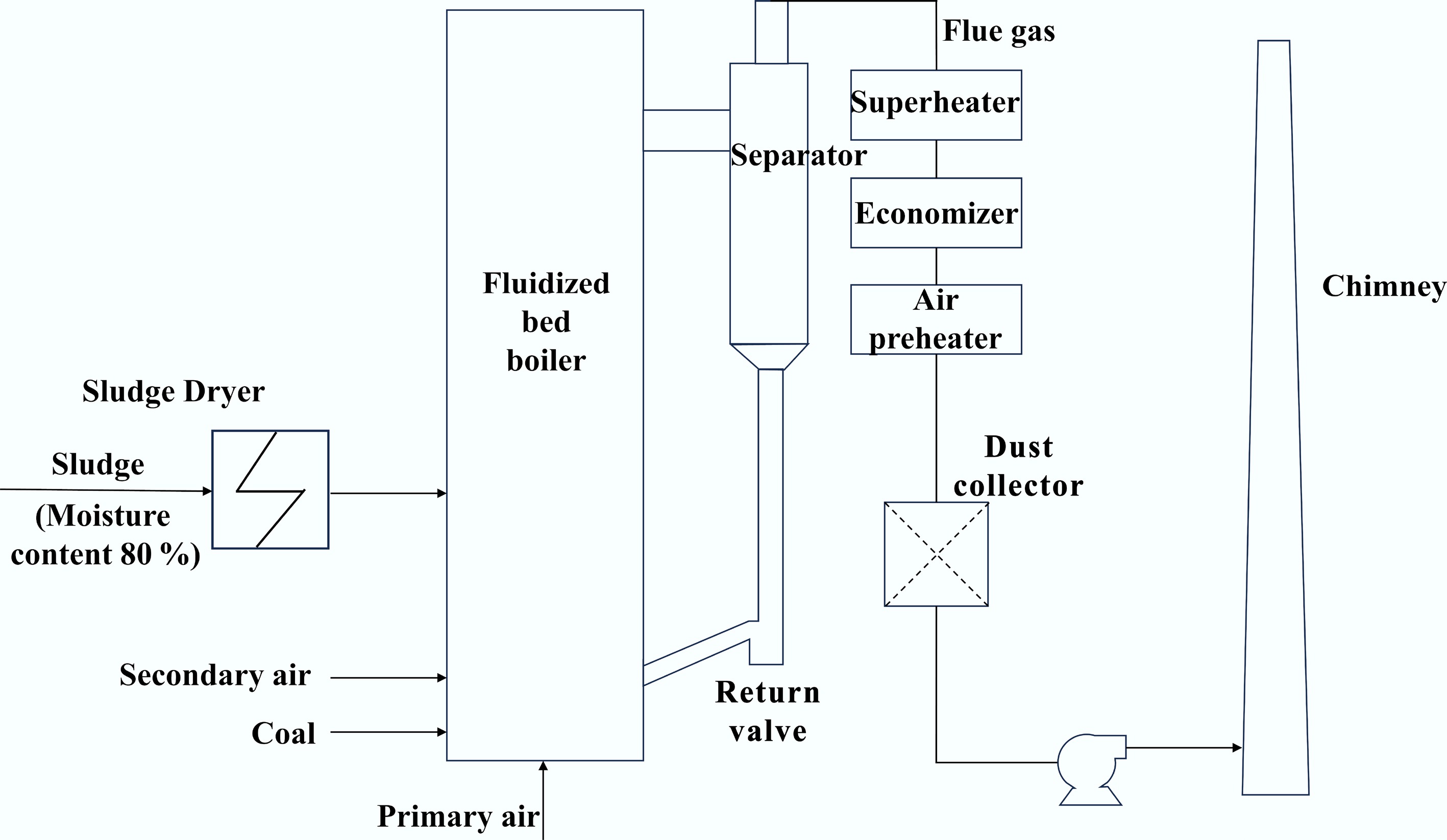
Figure 4.
CFB boiler sludge co-combustion process flowchart.
In summary, sludge co-combustion technology has emerged as a key pathway for sludge resource utilization due to its comprehensive advantages in economic viability, adaptability, and environmental performance. The coupling effect between sludge and fuel during combustion significantly alters the fuel's calorific value distribution, heat transfer characteristics, and combustion stability. Consequently, the co-combustion ratio becomes a critical control parameter influencing both system energy efficiency and pollutant generation. Variations in the sludge co-combustion ratios not only dynamically balance the complex interplay between fuel adaptability, combustion efficiency, and pollutant control, but also directly affect the synergistic optimization of system energy efficiency and environmental performance. However, systematic research on sludge co-combustion ratios remain relatively limited, particularly regarding the precise quantification of combustion efficiency and stability, as well as comprehensive assessments of technical and economic feasibility across different ratios. Therefore, this paper focuses on reviewing the variation patterns of sludge combustion performance under different co-combustion ratios, emphasizing the quantification of threshold effects on combustion efficiency and stability, and evaluating their technical and economic feasibility in practical engineering applications.
-
Sludge is a crucial by-product of the urban wastewater treatment process. It can be classified into three distinct categories: municipal sludge, industrial sludge, and agricultural sludge, according to its source and treatment method. Municipal sludge, predominantly derived from sewage treatment facilities and water treatment plants, constitutes the largest portion of sludge generated. Industrial sludge comes from a wide range of sources, including petrochemicals, printing and dyeing, papermaking, the tannery, and electroplating operations[15]. Significant differences exist in the composition and combustion characteristics of different sludges depending on their sources. For example, municipal sludge is typically low in organic matter (30%–60%), while industrial sludge may contain higher levels of heavy metals or other chemicals. Depending on the treatment stage, sludge can be further subdivided into primary sludge (sediment from primary sedimentation tanks), activated sludge (excess sludge from secondary sedimentation tanks in activated sludge processes), humus sludge (sludge from biofilm treatment processes), and chemical sludge (sludge generated by chemical coagulation or precipitation). The composition and combustion behavior of these sludges vary with the separation process. As demonstrated in Fig. 5, various types of sludge have distinct resource utilization potentials and applications within specific industrial domains. Sludge originating from different industries possesses varied resource utilization values: For instance, food sludge is a byproduct of food processing plants and is characterized by its richness in organic matter. This material can be converted into biogas through anaerobic fermentation or used as a soil conditioner. Wine sludge is produced during the fermentation and filtration stages of the winemaking process, and its high organic content can be extracted as biofuel or used to produce organic fertilizer. This multi-path transformation model effectively reduces environmental risks and promotes the recycling of waste into energy, building materials, and agricultural products. In this section, two dimensions are analyzed: component distribution and pretreatment. Considering the significant differences in the physicochemical properties of different sludge types and their potential impact on the results of the study, this paper differentiates between sludge types in the following discussion. Unless indicated otherwise, the literature cited in this paper pertains to municipal sludge.

Figure 5.
Application of sludge.
Sludge is characterized by high moisture content, coupled with a low proportion of decomposable organic matter and high inorganic ash content, as well as a lower calorific value upon combustion.
The moisture content of sludge is usually higher than 70%, and municipal sludge commonly ranges between 75% and 85%, which significantly affects combustion performance[16]. High moisture content not only reduces the calorific value but also increases the energy consumption for evaporation and flue gas volume, resulting in a combustion efficiency of less than 40%[13]. Municipal sludge has a varying moisture content (75%–80%) due to different treatment processes and requires supplemental fuel to sustain combustion. On the other hand, depending on the degree of pre-treatment, the water content of industrial sludge can vary considerably. Li et al.[17] found that sludge can undergo self-sustained combustion when its moisture content is lower than 75% in a 100 t/d CFB sludge incineration plant. However, when the moisture content exceeds 80%, additional auxiliary fuel is required, ranging from 2 tons to more than 4 tons. Moisture control is the key to co-combustion optimization. Reducing the water content through drying treatment not only improves the calorific value but also reduces the NOX emissions, while mitigating the temperature drop in the main combustion zone and its impact on the combustion performance[18,19].
Regarding volatile matter, the volatile matter content of sludge (40%–60%, dry basis) is significantly higher than that of bituminous coal (< 30%). The highly reactive radicals (e.g., H and OH) have been shown to accelerate pyrolytic chain reactions and improve ignition properties[20−22]. Municipal sludge is characterized by a low volatile fraction, around 40%, while industrial sludge frequently exhibits a higher volatile fraction due to the complexity of its organic composition. The high volatility of printing and dyeing sludge can significantly reduce the co-combustion time, while petrochemical sludge requires a more precise blending ratio adjustment due to its distinct composition[20]. During the combustion process, the volatile fraction rapidly releases combustible gases, thereby promoting the ignition and combustion of mixed fuels. However, the differences in pyrolysis rates among different sludges must be accounted for by adjusting the co-combustion ratio. It is worth noting that the volatile fraction release phase from sludge tends to produce large amounts of combustible gases. When co-combusted with high-fixed carbon fuels (e.g., coal), these gases provide complementary combustion characteristics and improve overall efficiency[22].
Sludge ash (20%–30%) is mainly composed of inorganic substances such as CaO, SiO2, and Al2O3. This composition can lead to operational problems such as ash deposits, equipment wear, as well as environmental concerns like heavy metal pollution. Although the heavy metal content of municipal sludge ash is lower than that of industrial sludge, co-combustion still results in the enrichment of harmful elements (e.g., Pb, Cr, As) in fly ash and bottom ash[23,24]. The heavy metal content of sewage sludge ash is significantly higher than that of coal combustion ash, which may exacerbate environmental pollution. The adoption of low–to–medium temperature combustion technology (such as maintaining furnace temperatures within the 800–950 °C range) has proven to be an effective means of mitigating ash fusion (with ash fusion temperatures > 1,167 °C) and reducing slagging tendencies. However, this requires simultaneous optimization of dust removal systems to address increased fly ash volumes[25]. Furthermore, for specific types of industrial sludge, the associated risks are more pronounced, necessitating more targeted control strategies: for example, the enrichment of Cr and Ni in electroplating sludge co-combustion accelerates equipment corrosion, necessitating the introduction of additives to inhibit their migration[26]. Tannery sludge requires tighter control of combustion conditions due to its high Cr concentration[27].
The fixed carbon content of sludge is typically less than 10%[28], much lower than that of coal combustion (> 50%), making it difficult to maintain high temperatures when combusted alone. The fixed carbon content of industrial sludge is slightly higher than that of municipal sludge due to differences in the types of organic matter. In co-combustion, fixed carbon combustion begins after the release of volatile matter. To enhance overall combustion efficiency, sludge should be co-combusted with high-volatility fuels (e.g., coal). However, during the combustion stage, the fixed carbon is susceptible to ash encapsulation, resulting in a lower burnout rate. Therefore, the combustion time needs to be extended by optimizing the fuel blending ratio. It is worth noting that the combustion efficiency of fixed carbon is closely related to the ash characteristics. High CaO content in sludge ash can promote carbon combustion through a catalytic effect, but excessive ash can inhibit the combustion reaction.
Heavy metals pose a significant environmental risk in the sludge co-combustion process. Elements such as Pb, Mn, Cr, Co, and As in sludge may be volatilized or transferred to the bottom ash during incineration. In terms of elemental composition, municipal sludge contains low levels of heavy metals, whereas industrial sludge (e.g., electroplating and tannery sludge) has significantly higher concentrations of heavy metals due to its specific origin[27]. The use of low-temperature fluidized bed incineration can effectively inhibit the volatilization of heavy metals, resulting in their enrichment in the bottom of the slag. Subsequently, a curing process (such as bag dust removal) is required to prevent secondary pollution[26]. In addition, the mobility of heavy metals can be further controlled by adjusting the oxygen concentration in the furnace.
The calorific value of sewage sludge (on a dry basis) is closely related to its organic content, but is generally lower than that of conventional fuels (e.g., coal, natural gas, etc.). The calorific value of dry sludge is typically 7–15 MJ/kg[29−32], which is lower than that of coal (24–30 MJ/kg)[25,33] but similar to that of lignite (11.7–15.8 MJ/kg)[34,35]. For example, Yoh et al.[36] showed that when the sludge water content was reduced from 60% to 10%, its higher calorific value increased from 5.09 to 10.34 MJ/kg, and the lower calorific value increased correspondingly to 10.37 MJ/kg. Thus, sewage sludge co-combustion can be used as a supplementary rather than a primary energy source. In addition to conventional sewage sludge-derived fuels, solid biomass fuel obtained from fermented and dried palm oil mill effluent (POME) also exhibits considerable utilization potential. Co-fermentation involving Lysinibacillus sp. and Aspergillus flavus can simultaneously reduce organic load and generate renewable solid fuel. After post-treatment drying, the calorific value increases significantly, making such fuel suitable for direct combustion or co-combustion applications. This type of biologically pretreated POME-based fuel enhances energy recovery while achieving waste reduction, suggesting that biological pretreatment combined with drying is a promising route for upgrading sludge-derived fuels[37].
In summary, the high water content and relatively low organic fraction of sewage sludge limit its direct combustion performance, thereby underscoring the importance of effective pretreatment prior to thermal utilization. Besides thermal conversion, sludge characteristics such as moisture content, volatile solids, and biodegradability also influence its suitability for anaerobic digestion (AD). Sludge streams with high moisture and sufficient biodegradable organics can be effectively utilized in AD systems, where biological conversion produces biogas with lower atmospheric emissions. However, AD performance is constrained by long hydraulic retention times and the need for stable microbial communities, especially when sludge contains inhibitory compounds or exhibits low biodegradability[38]. Overall, anaerobic digestion and co-combustion should be viewed as complementary rather than competing technologies, each applicable under different sludge conditions and infrastructure contexts.
-
The high moisture content of sludge (> 70%) significantly reduces the combustion efficiency and increases flue gas volume, so the moisture content must be reduced through pretreatment techniques to improve combustion performance. The dried sludge is more suitable for co-combustion due to its higher calorific value and lower moisture content[39]. The selection of sludge pretreatment methods should be based on a comprehensive consideration of sludge properties and treatment objectives[40], including physical, chemical, and biological categories[41−43], and their different pretreatment effects, advantages and disadvantages as shown in Table 1. Total Chemical Oxygen Demand (TCOD) in the table refers to the total amount of oxygen consumed by all oxidizable substances in water, serving as a key indicator of water pollution. Soluble Chemical Oxygen Demand (SCOD) is an indicator of the amount of soluble organic matter in the water, and a high SCOD indicates a better pretreatment effect. Physical methods such as microwave, ultrasound, and heat drying release organic matter by destroying the cellular structure of the sludge. Heat drying can significantly reduce water content and increase calorific value, but include problems like high equipment costs and energy consumption of nearly 60%–70%[4]. Chemical methods modify sludge properties by acid/base conditioning[44], ozone oxidation, or Fenton reactions. These methods rapidly improve dewatering performance and improve flammability, but may carry the risk of secondary contamination. Biological pretreatment is dominated by enzymolysis[45]. While environmentally friendly, it is difficult to apply on a large scale due to the long treatment cycle.
Table 1. Comparison of the effectiveness of common sludge pretreatment methods
Method Effectiveness (in SCOD) Advantages Disadvantages Physical method Microwave pretreatment SCOD/TCOD = 0.069% ± 0.009% Rapid thermal transition
(> 7.5 °C/min), easy to controlExpensive equipment, few engineering applications (high-power microwave)[46] Ultrasonic pretreatment SCOD = 954.33 mg/L Easy to control, shortening the processing time (4–8 d) High energy consumption, complex equipment (dedicated ultrasound equipment)[47] Thermal pretreatment SCOD = 1,180.4 mg/L Easy operation Maillard reaction Ball milling pretreatment SCOD = 8,256 mg/L Simple, easy to use Noise and abrasion, high energy consumption (the crushing process lasts 3–7 h)[48] Chemical method Acid-base pretreatment SCOD = 2,934.9 mg/L Excellent results 3× compared
with ultrasonicCorrosion of equipment Oxidation pretreatment SCOD = 709.0 mg/L Deep Dehydration Difficult to control the amount of reagents
and by-productsSalt pretreatment SCOD = (3,330 ± 196.5) mg/L High solubilization, approx.
3.3 × 103 mg/L, higher than
acid/baseHigh dosage and high cost (50 mg of
high-iodate must be added per gram of dry solids in the sludge)[49]Surfactant pretreatment SCOD = (24,306.67 ± 2,143.49) mg/L Efficient, easy to use Expensive, high equipment requirement Biological method Enzyme pretreatment SCOD/TCOD = 61.63% Gentle reaction conditions, no secondary pollution Enzymes are expensive and time-consuming Different pretreatment methods offer distinct advantages. These methods show significant results in improving sludge degradability and treatment efficiency in different cases. Toreci et al.[46] showed that high-temperature microwave pretreatment can significantly improve the solubility of sludge. However, to overcome the initial stage inhibitory effect, the microwave intensity must be appropriately reduced, and the domestication time must be extended. Pilli et al.[47] found that ultrasonic pretreatment not only reduced the particle size of the sludge, but also significantly increased the concentrations of SCOD, protein, polysaccharide, and ammonia nitrogen, thus improving the biodegradability of the sludge. Lu et al.[50] effectively improved the solubility and anaerobic digestion performance of sludge and increased methane production by high-temperature pyrolysis pretreatment at about 172 °C, but at the same time, a high amount of resistant dissolved organic matter (DOM) was released, resulting in a high concentration of residual organic matter in the anaerobically digested effluent. Guo et al.[49] found that periodate pretreatment not only increased the disintegration and dissolution efficiency of the sludge, and improved its biodegradability by destroying the sludge structure and hard-to-biodegrade organic matter through oxidation, but also significantly increased the yield and quality of short-chain fatty acids while inhibiting methanogenesis. Yu et al.[51] showed that electrochemical pretreatment improves sludge solubility and changes its surface structure, which in turn promotes anaerobic digestion, increases biogas production, and accelerates the sludge stabilization process.
Overall, physical pretreatment offers higher efficiency but is often cost-prohibitive; chemical methods must balance combustion enhancement with pollutant emission control. Biological methods are more in line with the goal of long-term low-carbon development. Currently, thermal drying is still the mainstream technology, but hydrothermal carbonization shows broad application prospects due to its high combustion efficiency. In practical applications, a suitable combination process should be selected according to the sludge water content, organic matter content, and treatment objectives (e.g., whether efficiency or cost should be prioritized). Furthermore, the co-combustion parameters should be optimized by combining simulation and empirical studies to achieve a synergy among high efficiency, economy, and environmental protection.
-
Based on the above sludge characteristics, its co-combustion behavior in CFB boilers directly affects combustion efficiency and pollutant emissions. Herein, the co-combustion ratio is the core parameter that determines the combustion performance. Firstly, wet sludge is dried by heating. Then, the dried sludge is pyrolyzed under oxygen-free or low-oxygen conditions, decomposing into volatile matter and coke. Subsequently, the gaseous products mix with an oxidant and undergo combustion. Complete combustion generates CO2, water vapor, and ash, while incomplete combustion produces other harmful substances. The residual ash must be disposed of properly, and the gaseous byproducts are subjected to a purification process before discharge. The high-temperature phase may be accompanied by melting or sublimation; however, the core processes are still dominated by pyrolysis and oxidation reactions. The specific reaction path is illustrated in Fig. 6.
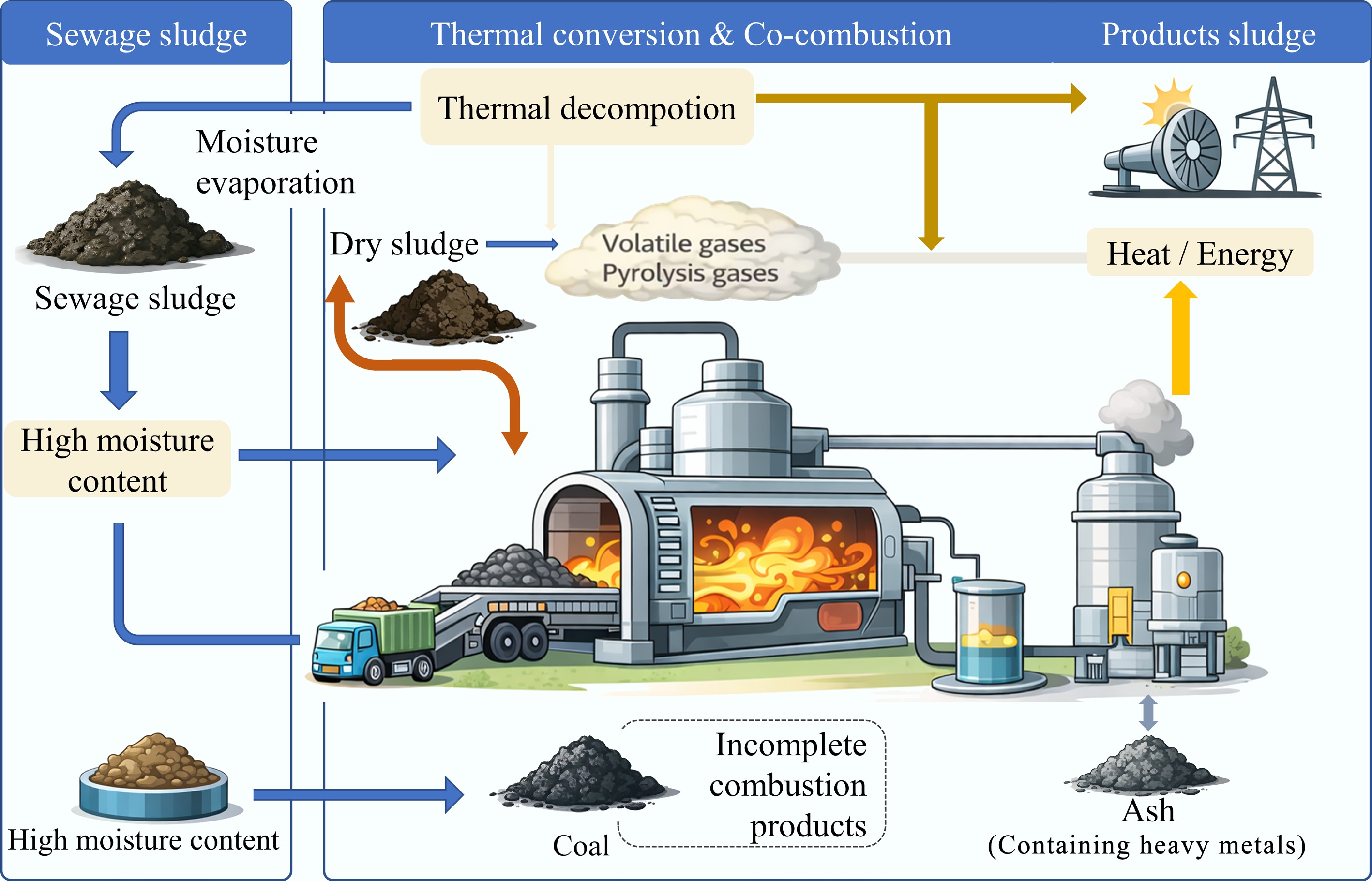
Figure 6.
Process path diagram for sludge combustion.
Sludge co-combustion technology achieves stable synergistic combustion of high-moisture-content (≤ 80%) and high-ash-content sludge with primary fuels like coal by creating intense turbulent mixing and a uniform temperature field. This technical approach helps prevent increased NOx generation caused by localized high temperatures. Additionally, its low-temperature combustion characteristics (typically ≤ 950 °C) favor suppressing the volatilization and migration of heavy metals into the flue gas phase. Within this process, the bed material inside the furnace promotes thorough contact and reaction between the fuel and sludge, while the end-of-pipe purification system effectively controls emissions of pollutants such as SO2 and particulate matter[25,52]. Regarding resource utilization, fly ash generated from combustion can be converted into construction materials through processes like cement solidification. Bottom ash, rich in components such as CaO and SiO2, can also be used as roadbed fillers, thereby achieving resource recovery of ash and slag[24,26]. However, constrained by the high moisture and ash content inherent in sludge, excessively high co-combustion ratios directly reduce combustion efficiency and stability. This manifests as lower combustion temperatures and ignition difficulties. Therefore, scientifically determining and controlling an appropriate sludge co-combustion ratio is crucial for ensuring the system's efficient and clean operation.
Combustion efficiency
-
The combustion performance of sludge co-combustion has consistently been a focal point of research in this technological field. Overall, numerous scholars have conducted research through experiments and numerical simulations across different scales (from laboratory, pilot-scale to industrial-scale facilities), yielding highly consistent conclusions: adopting a lower co-combustion ratio (typically below 10%) can effectively maintain the overall combustion characteristics of the mixed fuel while avoiding issues such as reduced activation energy and decreased combustion efficiency caused by excessively high co-combustion ratios. This consensus on the optimal blending range provides critical design guidance for the engineering application of sludge co-combustion technology.
At the laboratory scale, various studies have investigated the combustion characteristics of sludge-coal mixtures. These studies used methods such as thermogravimetric analysis (TGA), fixed-bed combustion, and high-temperature tube furnace experiments. Liao et al.[53] used a thermogravimetric analyzer to simulate a circulating fluidized bed boiler at 1,300 K. They found that the activation energy remained similar to that of coal when 10% paper mill sludge was co-combusted. However, higher sludge ratios significantly reduced the activation energy. Similarly, Wang et al.[54] used a thermogravimetric analyzer at 900 °C and observed that when the sludge ratio exceeded 10%, combustion efficiency declined. Fu et al.[55] used a simultaneous thermal analyzer heated to 1,000 °C and found that the combustion efficiency decreased from 99.5% to 97.5% when the sludge content was increased from 5% to 30%. The majority of scholars consider 20% co-combustion to be a threshold. Hsuan & Hou[56] found, based on thermogravimetric analysis, that the combustion characteristics of a 20% sludge and 80% coal mixture were still comparable to those of pure coal. Likewise, Jin et al.[57] concluded from TGA and tube furnace experiments that keeping the sludge ratio at or below 20% is necessary to maintain stable combustion performance. In contrast, fewer studies have simulated the combustion conditions of pulverized coal furnaces. Nadziakiewicz & Kozioł[58] simulated a laboratory-scale pulverized coal boiler and reported a 13.4% drop in calorific value with 20% sludge co-combustion. However, they did not evaluate changes in combustion efficiency. These findings collectively suggest a laboratory-scale consensus: sludge co-combustion above 10%—and especially above 20%—tends to reduce activation energy and combustion efficiency. At the pilot scale, which better reflects real operating conditions, fewer studies have been conducted. In one such study, Jiang et al.[59] used municipal sludge and Xuzhou bituminous coal in a 0.3 MWth circulating fluidized bed. Their results showed that combustion efficiency dropped from 99.23% to 87.76%, as the sludge blending ratio increased from 0% to 100%.
At the industrial scale, relevant research focuses on verifying the impact of low-proportion sludge co-combustion on combustion efficiency and operational stability under actual engineering conditions. Extensive industrial trials indicate that maintaining the sludge co-combustion ratio at a low level (typically ≤ 10%) is the prevailing consensus for sustaining highly efficient and stable system operation. In 2012, the sludge utilization project of Jiaxing Xinjia Ais Cogeneration Company was selected as a national demonstration project for sludge treatment in China[54]. In this project, dry sludge was pre-mixed with coal and co-combusted, achieving a thermal efficiency of up to 83%. Zhang et al.[60] found that a 300 MW CFB boiler maintained thermal efficiency above 90% when co-combusting 1% to 5% high-moisture sludge. Similarly, tests by Yang et al.[61] and Meng[62] demonstrated that when the sludge blending ratio ranged from 5% to 15%, boiler operation was stable, with only minimal changes in efficiency. Li et al.[63] further validated this conclusion in a 350 MW supercritical boiler. Their tests covered 14 operating conditions across three loads (180/260/350 MW). When the sludge co-combustion ratio ranged from 5% to 15%, the boiler remained stable, and the efficiency variation was within 0.5% (Fig. 7). Although higher sludge ratios slightly reduced efficiency, the overall impact remained negligible. Shi et al.[64] conducted a simulation study on the impact of sludge-coupled pyrolysis-combustion power generation integrated system models on the performance of a circulating fluidized bed boiler with an evaporation capacity of 480 tons/h. The thermal efficiency of the boiler decreased as the sludge co-combustion ratio increased. When the sludge co-combustion ratio rose from 1% to 6%, the reduction in thermal efficiency ranged from 0.033% to 0.246%. These cases collectively validate the technical feasibility of low-ratio co-combustion in engineering applications.

Figure 7.
Effect of sludge co-combustion on boiler efficiency at different loads. The figure was redrawn and redesigned based on data from Li et al.[63].
Furthermore, the study also revealed differences in the adaptability of various combustion systems to co-combustion with sludge. Tan et al.[20] conducted full-scale tests on a 100 MW pulverized coal boiler and observed that increasing the sludge ratio prolonged the ignition distance and altered combustion characteristics. Cao et al.[65], using FLUENT simulations, found that a CFB boiler remained stable with a 30% sludge ratio. In contrast, pulverized coal furnaces became unstable when sludge ratio exceeded 15%, due to large fluctuations in oxygen concentration. This suggests that CFB boilers are more tolerant of higher sludge ratios. Hu et al.[66] further noted that co-combusting 10% printing and dyeing sludge in pulverized coal furnaces caused a manageable temperature drop. Overall, industrial-scale studies indicate that CFB boilers are more adaptable to high sludge co-combustion ratios than pulverized coal furnaces. CFB systems maintain stable combustion with minimal efficiency loss. In contrast, pulverized coal furnaces require system optimization when sludge ratio exceeds 10%, otherwise combustion efficiency may decline.
Based on existing research, the co-combustion ratio of sludge is a key parameter affecting combustion performance. Its influence can be summarized as follows: when the co-combustion ratio is ≤ 10%, the system can maintain stable operation, when the co-combustion ratio increases to the 10%–20% range, combustion efficiency begins to show observable decline, though overall combustion remains controllable and acceptable. However, when the co-combustion ratio further increases to > 20%, it may lead to significant reductions in combustion efficiency, decreased activation energy, and deteriorated combustion stability. At this point, optimizing the combustion system is typically required to ensure normal operation. Current research in this field primarily focuses on the low co-combustion ratio range. Detailed understanding of the impact mechanisms and optimization strategies under high co-combustion conditions remains limited, presenting a key area requiring in-depth comparative analysis and investigation in the future.
Combustion stability
-
After thoroughly examining the relationship between combustion efficiency and co-combustion ratio, it is necessary to further analyze the patterns of combustion stability variation with co-combustion ratio across different scales. Combustion stability is the core indicator for evaluating the safe and reliable operation of sludge co-combustion systems. Factors such as ignition characteristics, ignition temperature, and fluctuations in key working fluid parameters (e.g., steam parameters) directly reflect and influence the system's stable state.
At the laboratory scale, Fu et al.[55] conducted an in-depth investigation into the combustion characteristics of sludge co-combustion mixtures through thermogravimetric analysis and fixed-bed combustion experiments. As the co-combustion ratio increased from 10% to 70%, the ignition temperature decreased from 424.2 to 318.5 °C. Simultaneously, the total weight loss of the mixture decreased with increasing sludge proportion. Pure industrial coal slurry exhibited the highest weight loss of 94.45%, while pure sewage sludge showed only 34.91% weight loss in the high-temperature range. Furthermore, the burnout temperatures for industrial coal slurry and sewage sludge were 729.2 and 762.2 °C, respectively, with the mixture's burnout temperature gradually decreasing as the sludge proportion increased. The low-proportion co-combustion of sludge significantly improved the mixture's ignition performance and combustion uniformity, thereby enhancing the stability of the co-combustion process. This provides a theoretical foundation and data support for subsequent pilot-scale and industrial-scale furnace studies.
Pilot-scale research can simulate heat transfer characteristics close to industrial conditions, thereby making it a crucial link between laboratory experiments and engineering applications. Jang et al.[67] conducted in-depth studies using a 30 KW test system, revealing that both ignition and burnout temperatures decrease when the sludge proportion is below 5%. When the proportion exceeds 10%, the decrease in burnout temperature becomes more pronounced. This study not only validated the temperature variation patterns observed at the laboratory stage but also provided pilot-scale parameters for industrial applications. Although pilot-scale research remains relatively limited, these trends in combustion temperature and flame stability align with laboratory conclusions, offering crucial transitional evidence and parameter support for subsequent numerical simulations and industrial-scale implementation.
Industrial full-scale research primarily involves full-scale field testing and numerical simulation to validate the practical operational effectiveness of co-combustion technology. Extensive industrial practice demonstrates that moderate co-combustion improves combustion uniformity, but excessively high co-combustion ratios may adversely affect flame stability and thermal efficiency. For instance, Tan et al.[20] conducted full-scale field experiments and numerical simulations on a 100 MW coal-fired power plant boiler. They found that as the sludge co-combustion ratio increased, the average furnace temperature decreased significantly, particularly in the burner zone, where the temperature difference between 0% and 20% co-combustion conditions reached approximately 90 K. The study also indicated that combustion characteristics were optimal at a 10% sludge co-combustion ratio, while ratios exceeding 10% could adversely affect flame stability. Tong et al.[68] conducted sludge-coal co-combustion experiments using a 20 KW multi-functional settling furnace tube. Results (as shown in Fig. 8) indicate that as the sludge co-combustion ratio increases, the ignition temperature of the mixed fuel first rises and then decreases, while the burnout temperature continuously decreases. This is a combined effect of volatile matter and calorific value. In industrial trials, Hong et al.[13] observed that increasing sludge co-combustion from 0 to 3.75 t/h resulted in an approximately 5 °C decrease in furnace outlet flue gas temperature, a reduction of about 7 t/h in boiler main steam flow, and a roughly 5% drop in system efficiency. However, when the sludge co-combustion ratio remained below 15%, key operating parameters remained within stable ranges. Furthermore, relevant large-scale unit tests[69] indicate that within the 50% to 100% load range, key system temperature parameters exhibit fluctuations, primarily manifested as reduced bed temperatures and slight increases in flue gas temperature (≤ 3 °C), which also affect steam temperatures across certain heat exchange surfaces. Li[3] observed during boiler retrofitting that at a 12% sludge co-combustion ratio, bed temperature decreased by approximately 15 °C, oxygen content dropped by about 14.7%, and negative pressure increased by 378.4 Pa, indicating a typical combustion stability boundary.
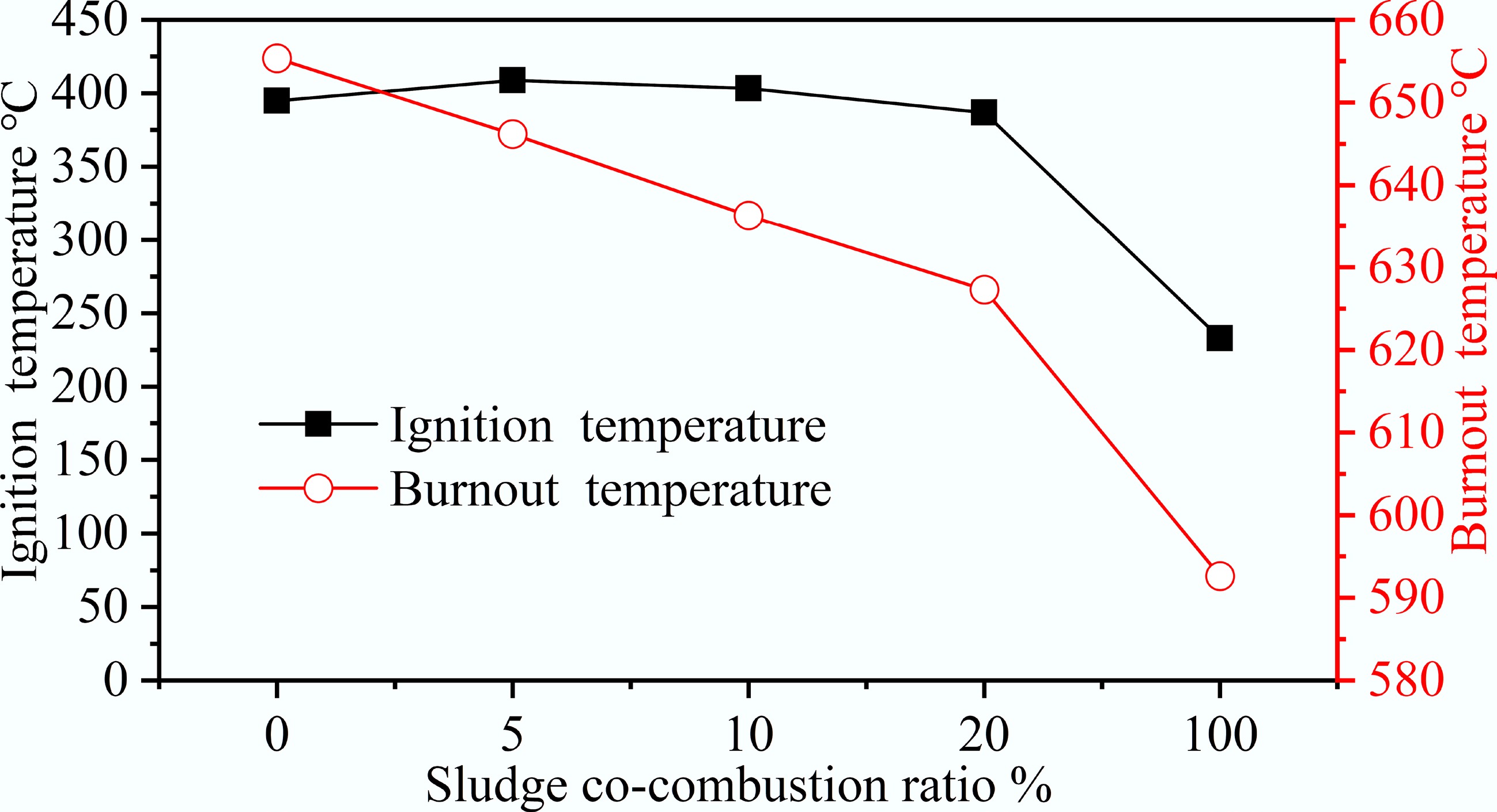
Figure 8.
Ignition and burnout temperatures for sludge co-combustion. The figure was redrawn and redesigned based on data from Tong et al.[68].
In numerical simulations, Ji et al.[70] simulated a 660 MW ultra-supercritical four-corner tangential combustion boiler using a CFD model. Their results indicated that as the sludge co-combustion ratio increased from 5% to 25%, the main combustion zone temperature decreased by approximately 4%. Optimal heat exchange performance was achieved when the ratio was maintained around 15%. Shi et al.[64] employed a coupled system model constructed using Aspen Plus software, demonstrating that at a 6% sludge co-combustion ratio, the theoretical combustion temperature in the furnace decreased by 15.5 °C, and the volumetric heat load decreased by 0.24 KW/m3. CFD simulations by Wei et al.[19] indicated that at a 20% sludge-coal co-combustion ratio, although the temperature profile was largely similar to that of pure coal combustion, the overall temperature was slightly lower.
In summary, whether in experimental studies or industrial applications, increasing the co-combustion ratio of sludge generally helps reduce the ignition and burnout temperatures of mixed fuels while improving the stability of initial combustion. However, when the co-combustion ratio exceeds the 10%–15% range, it is typically accompanied by phenomena such as decreased combustion efficiency, reduced temperatures in the primary combustion zone, and weakened system operational stability. Therefore, in practical applications, the co-combustion ratio must be strictly controlled to achieve the optimal balance between combustion performance and system efficiency. While moderate co-combustion of sludge may cause a general decrease in furnace temperature levels, it positively contributes to improving combustion stability. Different combustion systems exhibit varying response characteristics to sludge co-combustion due to differences in structure and operating principles. Some systems demonstrate higher tolerance to co-combustion and greater operational stability owing to inherent combustion characteristics and stronger fuel adaptability.
Research across laboratory, pilot-scale, and industrial furnace scales indicates that the impact of co-combustion ratios on combustion efficiency follows a consistent threshold pattern (generally considered ≤ 20%). Notably, in industrial furnaces with more ideal mixing conditions, the system's actual tolerance for high co-combustion ratios may slightly exceed laboratory simulation results. The mechanisms behind this discrepancy and its practical implications require further validation through extensive engineering practice and systematic research.
Heavy metal migration and ash characteristics
-
The content of volatile heavy metals, such as Pb and Cd, in sludge is typically 3–5 times higher than that in coal ash[27,71]. During the co-combustion of sludge, these heavy metals readily undergo gas-phase migration, with some being emitted with flue gas while others accumulate in fly ash and bottom ash through mechanisms such as condensation and adsorption under high-temperature conditions. Research indicates that under appropriate combustion temperatures, sufficiently high-temperature residence times, and efficient particulate matter separation conditions, most heavy metals can be captured in the solid phase, thereby suppressing their release into the atmospheric environment to a certain extent[72,73].
Laboratory-scale studies have systematically investigated the release and migration behavior of heavy metals during the co-combustion of sludge and coal using fluidized bed reactors and high-temperature tube furnaces. Results indicate that as the sludge co-combustion ratio increases, heavy metal concentrations in fly ash and bottom ash generally show an upward trend. Among these, volatile metals such as Hg, Pb, and Cd tend to enter the gas phase, while metals like Cr and As primarily accumulate in fly ash. Qu et al.[74] monitored heavy metal distribution in a lab-scale fluidized bed furnace. As the sludge co-combustion ratio increased, Zn content in bottom ash increased, while Ni content in fly ash decreased. Cr and Ni were more volatile and enriched, whereas Cu and Pb showed relatively minor changes (Fig. 9). Liu et al.[75] conducted sampling and analysis of an industrial-scale unit co-combustion sludge. Their study found that under ultra-low emission operating conditions, As, Se, and Pb primarily accumulated in the fly ash. Furthermore, when the sludge co-combustion ratio was below 10%, the migration and transformation characteristics exhibited relatively limited changes.
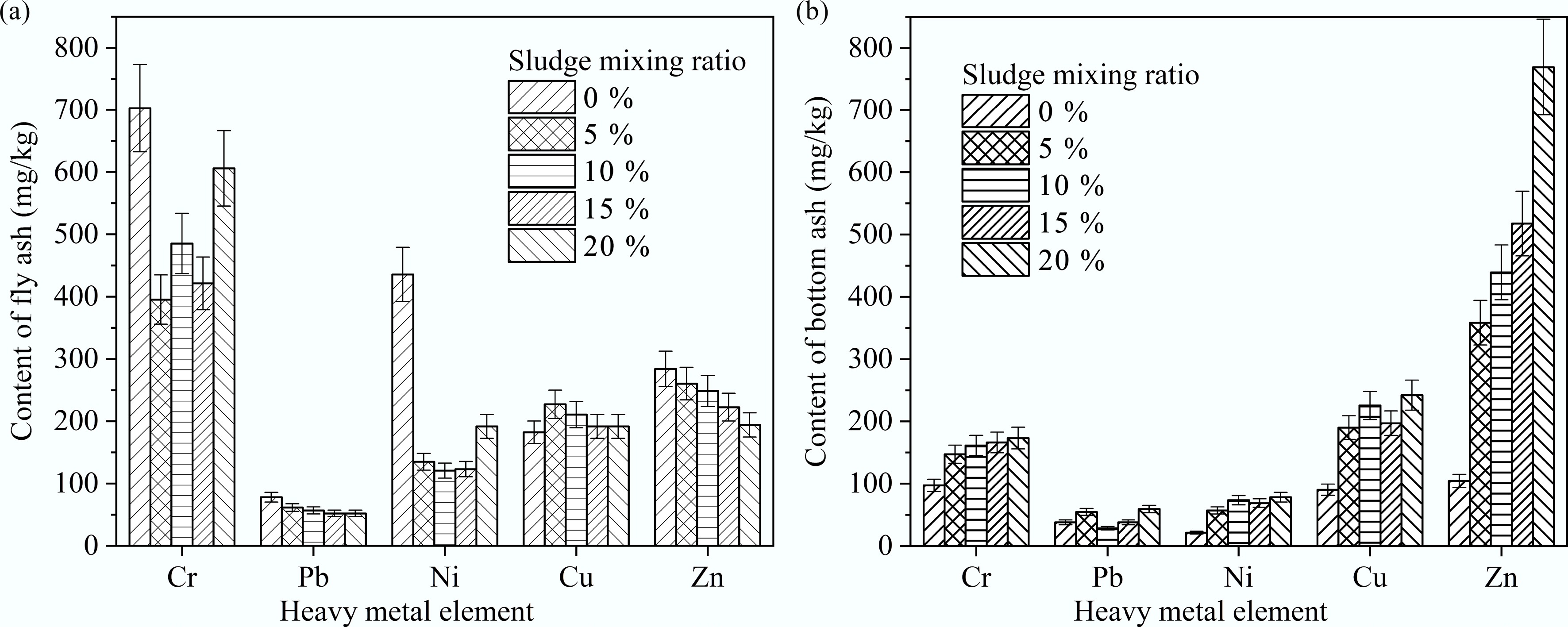
Figure 9.
Effect of sludge co-combustion on heavy metal content in bottom slag and fly ash. (a) Fly ash. (b) Bottom ash[74].
Under industrial furnace conditions, the migration and emission behavior of heavy metals is significantly influenced by the type of combustion equipment and operating parameters. Research by Åmand et al.[29] indicates that mercury emission concentrations decrease with increasing sludge co-combustion ratios in industrial-scale facilities, whereas laboratory-scale systems exhibit the opposite trend. This highlights the complexity of heavy metal migration mechanisms across different scales and operating conditions. Engineering practice studies further demonstrate that optimizing combustion organization and enhancing flue gas purification systems can effectively control heavy metal emissions following co-combustion of sludge[72]. Li et al.[76] further showed that optimized process design can keep mercury concentrations in flue gas, after desulfurization, below the emission limit. The measured value was 1.4 μg/m3. Field tests[63] have also confirmed that when the co-combustion ratio is maintained within a low range, the emission concentrations of most heavy metals meet environmental protection requirements.
The enrichment of heavy metals in the solid phase is closely linked to changes in the physicochemical properties of ash residues. Increasing the co-combustion ratio of sludge not only boosts ash residue production but also significantly alters its carbon content, particle size distribution, and melting characteristics, thereby influencing both the environmental risks and resource utilization potential of the ash residues. As demonstrated by Jiang[59], an increase in the sludge co-combustion ratio from 0%, to 100%, increased the carbon content of the fly ash from 8.09% to 28.26%. This enhanced the calorific value of the ash, but was accompanied by a reduction in combustion efficiency, which affects its applicability as a building material (e.g., high carbon content reduces the strength of concrete).
Further research indicates that under moderate co-combustion ratios, the physicochemical properties of ash and slag can be optimized to a certain extent. Yang et al.[61] noted that when the co-combustion ratio is within the range of 26% to 34%, the carbon content in fly ash and bottom ash is at its lowest, and the particle size distribution becomes more uniform, facilitating subsequent screening and resource utilization. However, when the co-combustion ratio is excessively high, the proportion of fine particles in fly ash increases, which may increase the load on dust removal systems while also heightening the risk of heavy metal enrichment and leaching within the fly ash[69,71]. Numerical simulation results further indicates that increasing the proportion of co-combustion sludge reduces the melting temperature of fly ash, imposing higher demands on the wear resistance of furnace heat transfer surfaces and the adhesion behavior of ash and slag[77].
Overall, the migration behavior of heavy metals during sludge co-combustion exhibits a significant coupling relationship with changes in the physicochemical properties of ash residues. Most studies suggest that maintaining the co-combustion ratio within the range of 5% to 15% can ensure stable system operation while keeping heavy metal emissions in flue gas and environmental risks associated with ash residues at relatively controllable levels[20]. However, existing research remains predominantly focused on laboratory and industrial furnace scales, with relatively insufficient pilot-scale data. The coupling mechanisms between heavy metals and ash residues under different combustion system conditions require further systematic investigation to support the safe promotion and engineering optimization of sludge co-combustion technology.
-
Based on multi-scale research into sludge co-combustion technology, this approach has emerged as a key pathway for sludge resource utilization due to its favorable technical and economic viability. As a core control parameter influencing system combustion performance, precise regulation of the co-combustion ratio is crucial for achieving efficient and clean sludge utilization. Research indicates that under low co-combustion ratios, the system's combustion characteristics resemble those of the primary fuel (e.g., coal), with stable parameters across all metrics. Conversely, high co-combustion ratios tend to reduce efficiency and compromise operational stability. Through integrated studies at laboratory, pilot, and industrial scales, this paper concludes that:
(1) Existing research has primarily focused on municipal sewage sludge, which exhibits stable physicochemical properties and is well-suited for fundamental studies. In contrast, industrial sludge encompasses a wide variety of types, often containing high concentrations of organic pollutants and heavy metals, with significant variations in combustion characteristics and resource recovery potential. Subsequent studies should systematically evaluate the co-combustion performance and environmental impacts of different industrial sludge types to provide reliable guidance for treating diverse sludge streams.
(2) Pretreatment technology is a prerequisite for achieving efficient co-combustion. Various pretreatment methods demonstrate significant effectiveness in improving sludge dewaterability and combustibility. Physical methods offer high dewatering efficiency but consume substantial energy, chemical methods react rapidly, yet carry risks of secondary pollution, biological methods feature mild, environmentally friendly processes, but require extended cycles. Overall, hydrothermal carbonization technology shows high application potential in enhancing combustion performance and reducing moisture content.
(3) Co-combustion of low-calorific-value sludge lowers combustion temperatures, causing overall combustion efficiency to decrease as the co-combustion ratio increases. Laboratory studies indicate that each 10% increase in co-combustion ratio reduces combustion efficiency by 0.5%–2%. Industrial-scale systems validate this trend: thermal efficiency fluctuations remain within ± 0.5% when co-combusting 5%–15%. Some combustion systems maintain stability even at co-combustion ratios of 20%–30%. However, from a comprehensive performance perspective, engineering practice recommends limiting co-combustion ratios to no more than 10% to achieve the optimal balance between efficiency and stability.
(4) Compared to high-ratio co-combustion, low-ratio co-combustion (0%–10%) helps reduce ignition and burnout temperatures while enhancing combustion and flame stability. Medium co-combustion ratios (10%–15%) can maintain good combustion stability while optimally improving boiler efficiency. However, high co-combustion ratios (> 15%) tend to result in lower combustion temperatures compared to medium and low ratios, poorer flame stability, and reduced efficiency, which can adversely affect boiler operation. Comprehensively considering low, medium, and high co-combustion ratios, controlling the co-combustion ratio within the 10%–15% range achieves relatively optimal overall combustion performance.
(5) With respect to environmental risk and ash behavior, sludge co-combustion exhibits distinct heavy metal migration characteristics that are strongly dependent on co-combustion ratio and combustion temperature. At low to moderate sludge shares, most heavy metals can be effectively retained in solid ash phases, while excessive sludge addition increases heavy metal enrichment in fly ash and associated environmental risks. Therefore, appropriate control of co-combustion ratio and combustion conditions is essential to achieve a balance between energy utilization, emission control, and ash management.
Research on the combustion mechanisms and engineering application verification for high-ratio co-combustion (> 20%) remains insufficient. When comparing different sludge-to-energy pathways, co-combustion offers rapid and large-volume reduction with direct integration into existing power systems, whereas anaerobic digestion enables biological conversion into biogas without the need for thermal drying. In general, co-combustion provides higher instantaneous energy output, while anaerobic digestion generates more stable but lower-density energy. Moisture content becomes a determining factor: high-moisture sludge is better matched with anaerobic digestion, whereas partially dried sludge integrates more efficiently into co-combustion systems. These distinctions indicate that pathway selection should be based on sludge characteristics, local infrastructure, and overall economic objectives. Given the technical challenges associated with scaling up high co-combustion ratios in industrial-scale systems, future studies should integrate the modeling of sludge-coupled pyrolysis-combustion power generation systems with intermediate-scale test platforms to elucidate the coupling mechanisms between combustion efficiency and stability under high co-combustion conditions.
-
The authors confirm their contributions to the paper as follows: Junjie Gao conceptualized the study and prepared the original draft of the manuscript; Zifan Shen and Huanzhou Wei collected and curated the relevant data; Zixin Lu and Tuo Zhou conducted the investigation and analyzed the results; Haibo Wu provided technical resources and engineering support; Shahong Zhu supervised the research and critically revised the manuscript. All authors reviewed the results and approved the final version of the manuscript.
-
Data sharing not applicable to this article as no datasets were generated or analyzed during the current study.
-
This work was supported by the National Natural Science Foundation of China (52306029) and Natural Science Foundation of Zhejiang Province (LBMHY25E060001).
-
The authors declare that they have no conflict of interest.
-
Full list of author information is available at the end of the article.
- Copyright: © 2026 by the author(s). Published by Maximum Academic Press, Fayetteville, GA. This article is an open access article distributed under Creative Commons Attribution License (CC BY 4.0), visit https://creativecommons.org/licenses/by/4.0/.
-
About this article
Cite this article
Gao J, Shen Z, Wu H, Wei H, Lu Z, et al. 2026. Research progress and development trends of sludge co-combustion technology. Sustainable Carbon Materials 2: e015 doi: 10.48130/scm-0026-0006 

Research progress and development trends of sludge co-combustion technology
- Received: 10 November 2025
- Revised: 04 January 2026
- Accepted: 21 January 2026
- Published online: 12 March 2026
Abstract: With the rapid increase in sludge generation and the tightening of environmental regulations, efficient sludge treatment has become a critical issue for sustainable waste management and carbon reduction. Among the available methods, sludge co-combustion has emerged as an effective approach for resource recovery and emission control. In this review, the evolution and current status of sludge co-combustion technologies worldwide are summarized, emphasizing their growing importance in clean energy systems. The physicochemical characteristics of various sludge types—such as high moisture content, low calorific value, high ash fraction, and heavy metal enrichment—are compared to illustrate the necessity of pretreatment. Furthermore, based on results from laboratory-, pilot-, and industrial-scale studies, the effects of sludge co-combustion ratio on combustion efficiency, operational stability, as well as heavy metal migration and ash characteristics are systematically analyzed. The results indicate that maintaining a relatively low co-combustion ratio (generally ≤ 20%) ensures stable operation and high thermal efficiency, while allowing most heavy metals to be effectively retained in solid ash phases; in contrast, higher co-combustion ratios may intensify heavy metal enrichment in fly ash and alter ash physicochemical properties. Finally, future research directions are proposed, focusing on integrating multi-scale experiments with modeling approaches to better understand the coupling mechanisms among combustion efficiency, stability, and environmental risk under high-ratio co-combustion conditions.