








-
Cotton fabric is one of the most common natural textiles, which is widely used in our daily life, and occupies an important share of the textile market[1]. It not only has an excellent heat and moisture transfer function, but also its surface skin-friendly texture and color rendering adaptability strengthen its practical value. The large-scale cultivation of cotton crops in major agricultural regions around the world provides a stable guarantee for its industrialization; this combination of ecological and environmental attributes, and excellent performance makes it the preferred material in many application scenarios, such as apparel manufacturing, home décor, and medical and sanitary materials[2,3]. However, cotton has a limiting oxygen index (LOI) of only about 18%, and is easily ignitable; highly flammable cotton fabrics pose a significant fire hazard[4]. For example, on November 20, 2023, a large fire accident occurred in Wuxi Tiantianrun Textile Technology Co., Ltd (Wuxi, China), in which high-temperature operation of machinery ignited cotton fibers and other combustibles, resulting in seven deaths and a fire area of about 5,100 m2 (reported at
https://news.ifeng.com ). Therefore, it is necessary to achieve flame retardancy of cotton fabrics to make them fire resistant, and to reduce this risk, cotton fabrics should be treated with flame retardants[5], and proper treatment with flame retardants (FRs) can prevent fire hazards, loss of life, and property damage by delaying the ignition process of certain materials[6]. With the increasing depletion of petroleum resources, and the implementation of carbon neutral strategies, more and more researchers are focusing on the exploration of natural materials. Most of the amino acids have good water solubility, and amino acids are rich in functional groups[7]. As a biobased amino acid with important industrial value, the application of L-lysine has broken through the traditional nutritional fortification field, forming an interdisciplinary penetration trend. The compound has penetrated into diversified application scenarios, such as nutritional fortification in the food industry, feed additives in the animal husbandry industry, pharmaceutical formulation development, and synthesis of green polymer materials. According to the statistics of the global biomanufacturing industry, the industrialized production scale of this amino acid ranks second among all amino acid products (second only to glutamic acid), and its global annual production growth rate continues to remain above 5.8%[8], L-lysine is a typical green renewable resource, carrying four N-H groups in each molecule, but when used alone, it exerts an insufficiently pronounced flame-retardant effect[9]. Many phosphorus- and nitrogen-containing compounds have been assembled into highly efficient and durable flame retardants by different methods. Although traditional flame retardants are more effective in the flame retardancy of textiles, there are some limitations in terms of environmental hazards and toxicity[10]. So, researchers have developed some efficient and environmentally friendly bio-based flame retardants such as deoxyribonucleic acid, protein, phytic acid, chitosan, starch, cyclodextrin, and sodium alginate[11−13], He et al.[14] used three amino acids to prepare different bio-based phytate-alkaline amino acid salts of L-arginine, L-lysine, and L-histidine through a salt-forming reaction, and this work confirms that the work based on the precise molecular design of fully bio-based phytate-alkaline amino acid salts may confer fire safety to polypropylene (PP) under different combustion scenarios. Alongi et al.[15] extracted deoxyribonucleic acid (DNA) from herring spermatozoa containing all three main components of the intumescent flame retardant simultaneously, and the experimental results showed a LOI of 28%, and irradiation at 35 kW/m2. No fire was observed under the heat flux, which proved that it has good flame retardant properties. Inspired by the flame retardancy of alginate, Liu et al.[16] developed a new environmentally friendly biomass-based flame retardant based on the biomaterials glycine and aspartic acid, and the synthesized sodium G-lyser and sodium A-lyser showed a reduction of 36.5% and 36.3% in the peak heat release rate (pHRR), and a reduction of 49.9% and 34.5% in the total heat released (THR), respectively. Li et al.[17] investigated a phosphorylated chitosan (PCS) intumescent flame retardant, which was immobilized on the fiber surface by electrostatic interactions and chemical grafting. The results showed that cotton fabrics treated with 7.5 wt% PCS solution achieved a LOI of 25.7%, and the THR and heat release rate (HRR) were reduced by 59.4% and 88.2%. However, a comparison of these representative bio-based systems reveals a performance bottleneck: while they improve fire resistance, their LOI values typically hover between 25% and 28%, often failing to reach the 'non-combustible' standard (LOI > 30%) required for high-performance applications. Additionally, single bio-based coatings often lack the structural strength to form a robust barrier. Although bio-based flame retardants can cover a charcoal layer on the surface of the material, blocking the penetration of heat and oxygen and attenuating combustion to a certain extent, they still have some defects and shortcomings of their own, including poor stability, high extraction cost, poor dispersion, and less obvious flame retardant effect[18]. Therefore, it is necessary to combine bio-based materials with phosphorus, nitrogen, silicon, and other flame retardants to improve the resistance of bio-based flame retardants. -
Table 1 lists specific information on the raw materials used for the experiments. The chemical structural formulas of L-lysine, phosphoric acid, urea, and dicyandiamide are listed in Fig. 1.
Table 1. Raw materials.
Reagent Chemical formula Purity grade Factory owners Quantity contained L-lysine C6H14N2O2 AR Shanghai Aladdin Biochemical Technology Co. 98.0% Phosphoric acid H3PO4 AR Shanghai Aladdin Biochemical Technology Co. 85.0% Urea CH4N2O AR Shanghai Aladdin Biochemical Technology Co. 99.0% Dicyandiamide C2H4N4 CP Shanghai Lingfeng Chemical Reagent Co. 98.0% 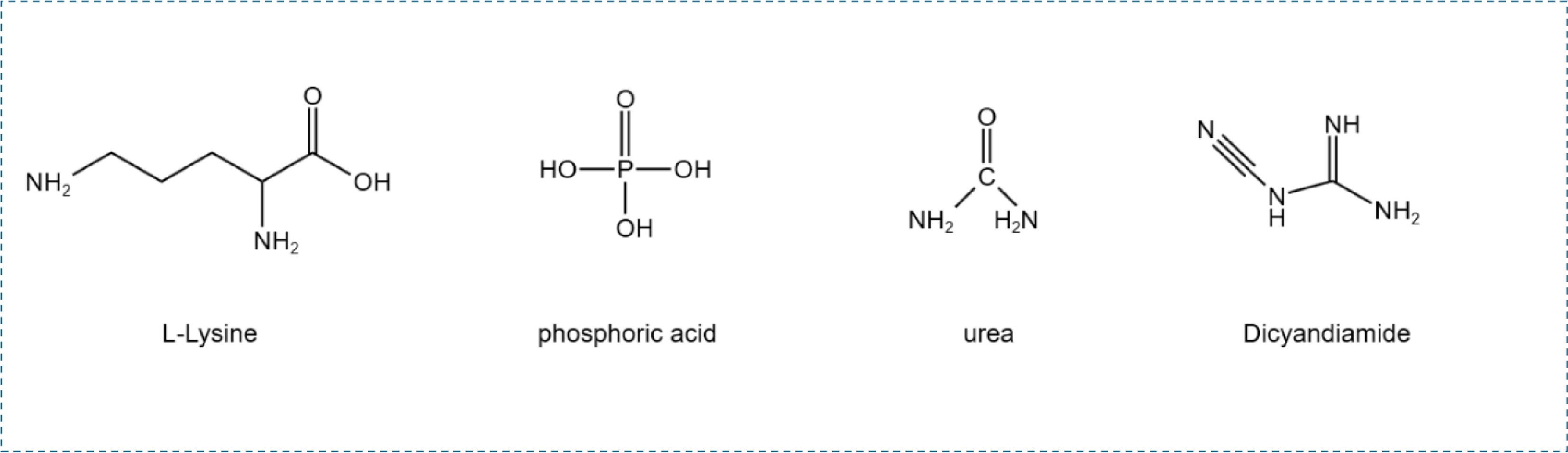
Figure 1.
Chemical structural formulas of L-lysine, phosphoric acid, urea, and dicyandiamide.
Preparation of samples
SiO2 sol preparation
-
Using the previous research results of our group as a basis, several small-scale experiments were conducted to determine the optimal ratio, reaction temperature, and time required for SiO2 sols in acidic environments. First, tetraethyl orthosilicate (TEOS, 156 g), ethanol (EtOH, 69 g), and deionized water (DI, 81 g) were poured into the same beaker sequentially, and the magnetic stirrer was warmed up to 60 °C and then the mixture was stirred at 220 r/min. During the period, an appropriate amount of hydrochloric acid (HCl) was added dropwise, and after the pH of the solution reached 5−6, the mixture was stirred continuously for 1 h to obtain the clarified and transparent SiO2 sol, and the whole stirring process lasted about 3 h (Fig. 2a).
Figure 2.
(a) LPU flame retardant powder creation. (b) Flame retardant LPU powder.
Preparation of LPU powder
-
L-lysine (5.84 g, 0.04 mol), phosphoric acid (7.84 g, 0.08 mol), and deionized water (40 g) were stirred at 100 °C for 3 h. Urea (12 g, 0.2 mol) was then added, and the mixture was stirred for another 2 h at the same temperature. The resulting solution was cooled, washed with N, N-Dimethylformamide (DMF), and centrifuged at 8,000 r/min. The precipitate was vacuum-dried at 60 °C for 1 h and ground to obtain the white LPU flame retardant powder. The LPU powder is shown in Fig. 2b, and the synthesis reaction equation is presented in Fig. 3. The LPU infrared spectrum is shown in Fig. 4. The NMR data of LPU tested using a Bruker nuclear magnetic resonance spectrometer from Germany are as follows: 1H NMR (600 MHz, Deuterium Oxide) δ 3.60 (t, J = 6.1 Hz, 1H), 2.88−2.85 (m, 2H), 1.80−1.68 (m, 2H), 1.61−1.52 (m, 2H), 1.40−1.23 (m, 2H).
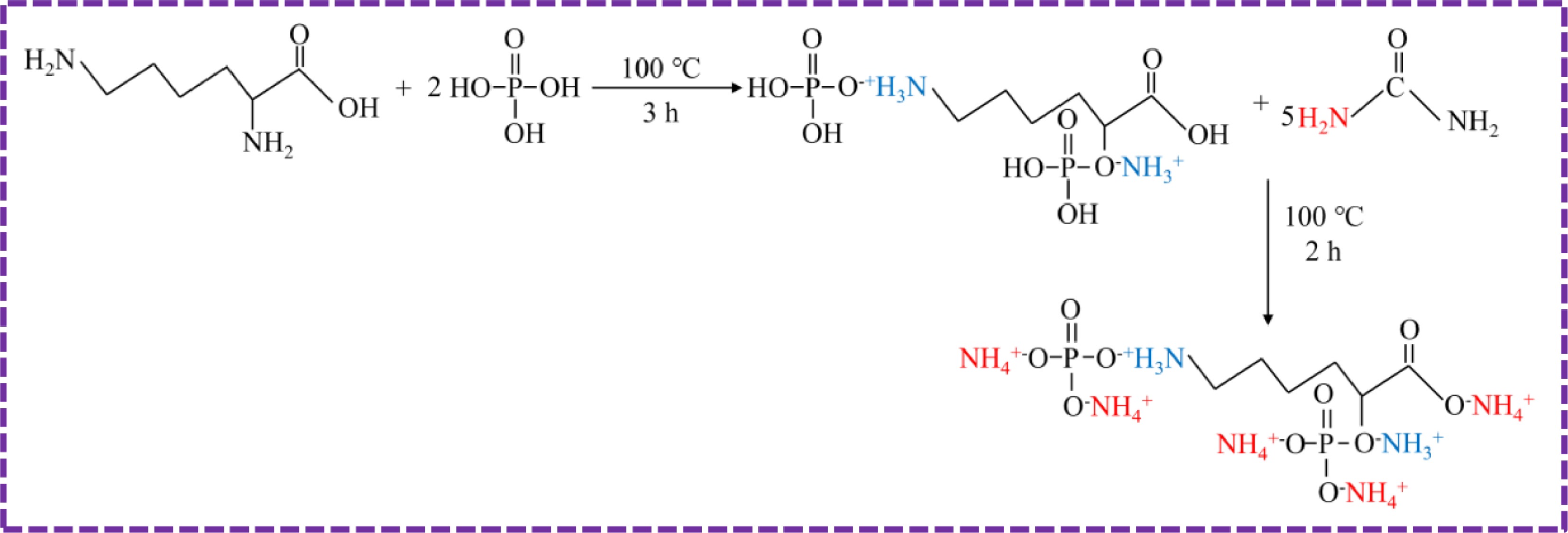
Figure 3.
Reaction equation of the flame retardant LPU.
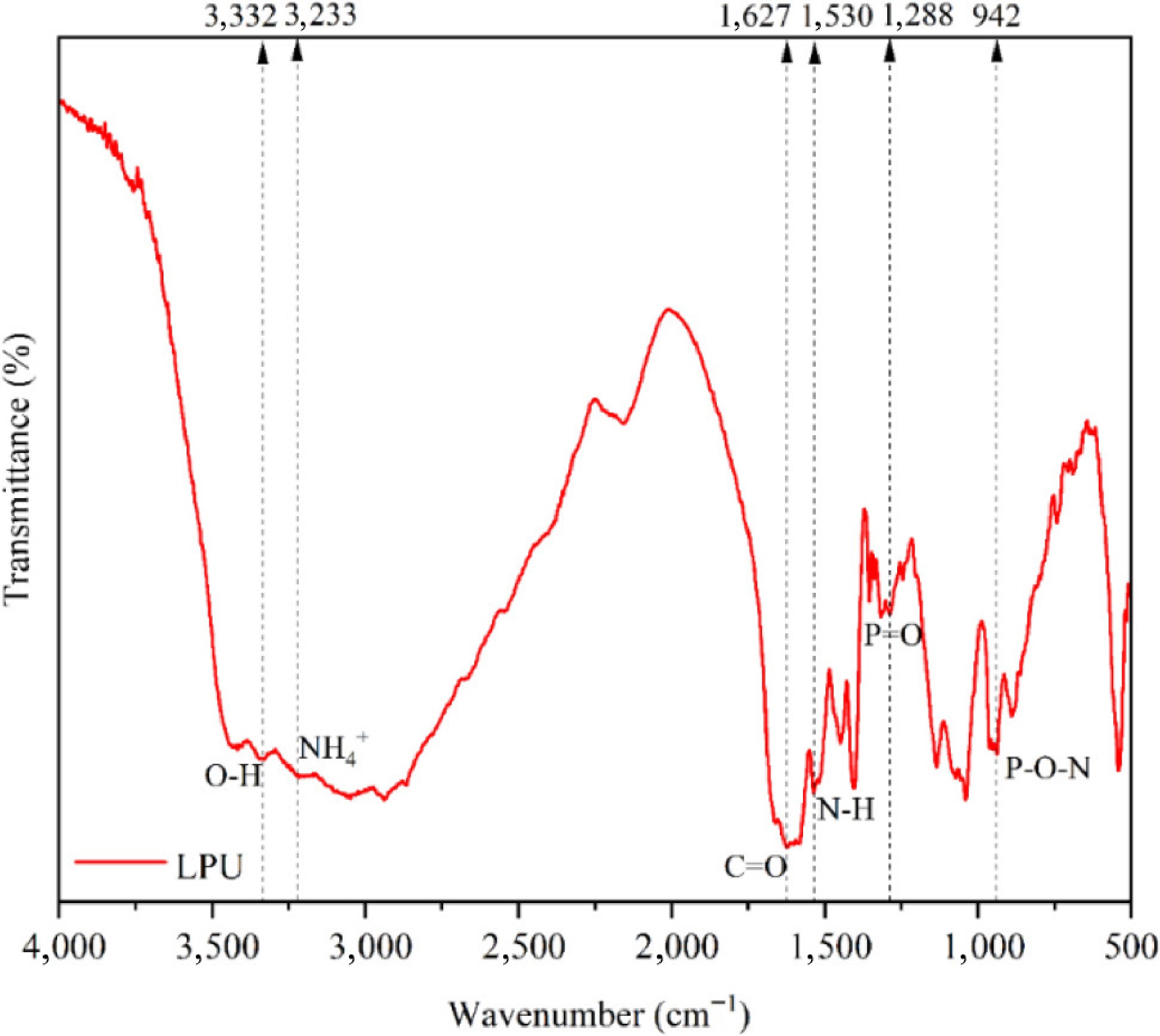
Figure 4.
FTIR spectra of the flame retardant LPU.
For LPU, the stretching vibration at 3,332 cm−1 belongs to O-H, and the peak at 3,233 cm−1 is attributed to the NH4+ stretching vibration absorption peak, while the characteristic peaks at 1,627 and 1,530 cm−1 are the stretching vibration of C=O, and the deformation vibration of N-H, respectively. The absorption peak at 1,288 cm−1 is caused by the stretching vibration of the P=O group, and the absorption peak at 942 cm−1 corresponds to P-O-N stretching. Combined with nuclear magnetic resonance results, it indicates that LPU powder has been successfully synthesized.
LPU/DCD solution preparation
-
The LPU/DCD solution was obtained by taking 18 g of L-lysine phosphate urea (LPU) powder, and 15 g of dicyandiamide (DCD) in a beaker, adding deionized water to 300 mL, and placing it in a magnetic stirrer at 60 °C for 15 min.
Flame-retardant finishing of cotton fabrics
-
Figure 5 demonstrates the preparation process for finishing cotton fabrics with SiO2-LPU/DCD solution. Although quantitative stiffness measurements were not conducted, a qualitative tactile evaluation indicated that the treated fabrics retained acceptable flexibility and drapeability for practical applications, despite a slight increase in stiffness due to the surface coating.
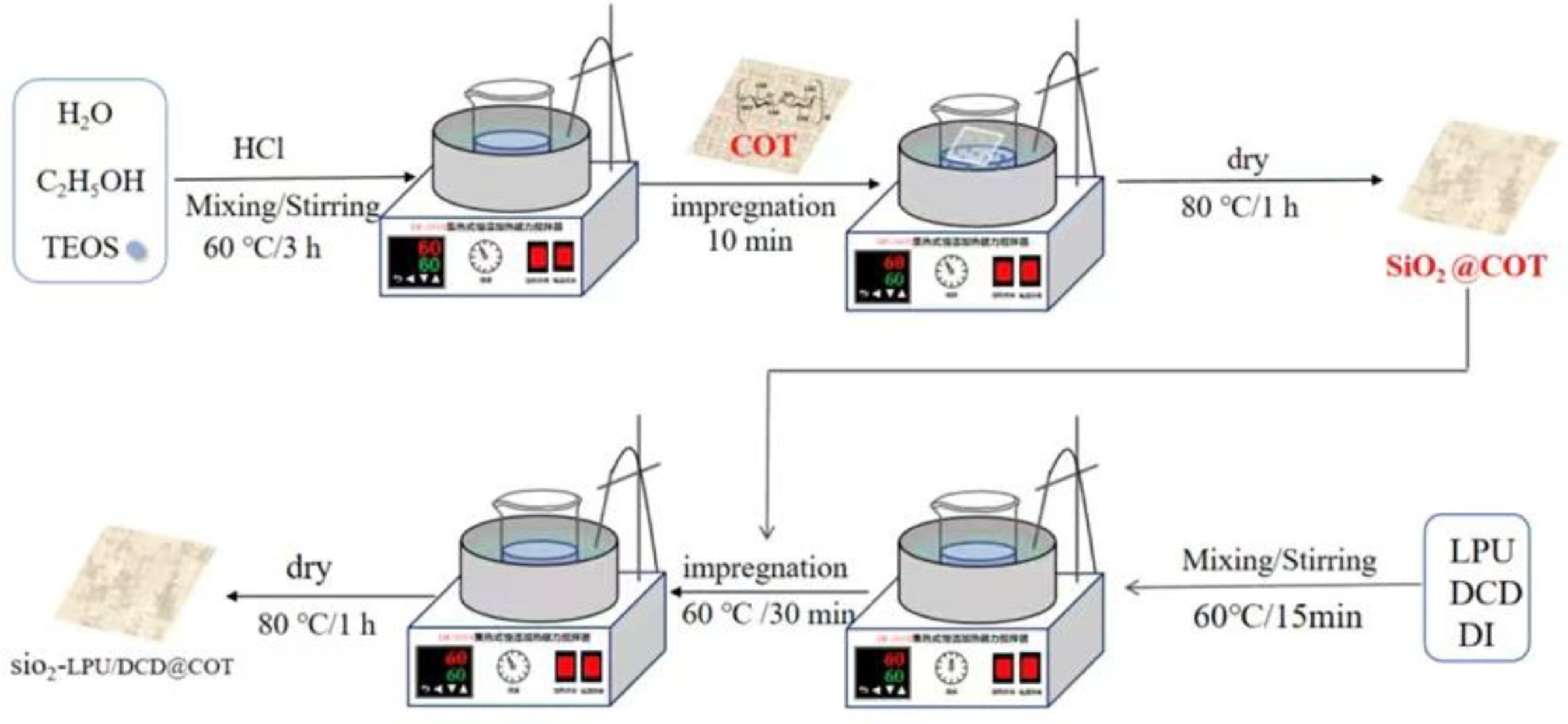
Figure 5.
Process diagram of cotton fabric treated with SiO2-LPU/DCD solution.
The pretreated cotton fabrics were immersed in the SiO2 sol for 10 min, removed, and padded to eliminate excess solution, followed by drying in an oven at 80 °C for 1 h. Subsequently, 18 g of LPU powder and 15 g of dicyandiamide (DCD) were added to a beaker, and diluted with deionized water to a total volume of 300 mL. The mixture was stirred on a magnetic stirrer at 60 °C for 15 min. The SiO2-treated cotton fabrics were then immersed in this solution for 15 min. Finally, the fabrics were removed, air-dried, and further dried in a vacuum oven at 80 °C for 1 h to obtain the SiO2-LPU/DCD@COT samples.
The morphology of the cotton fabrics after the original and flame-retardant finishing is shown in Fig. 6. There is no obvious change in the color of the surface of the cotton fabric samples after the flame-retardant finishing, and the hardness of the cotton fabrics after the double-layer coating treatment with SiO2 sol and Arg/APP solution is slightly increased.
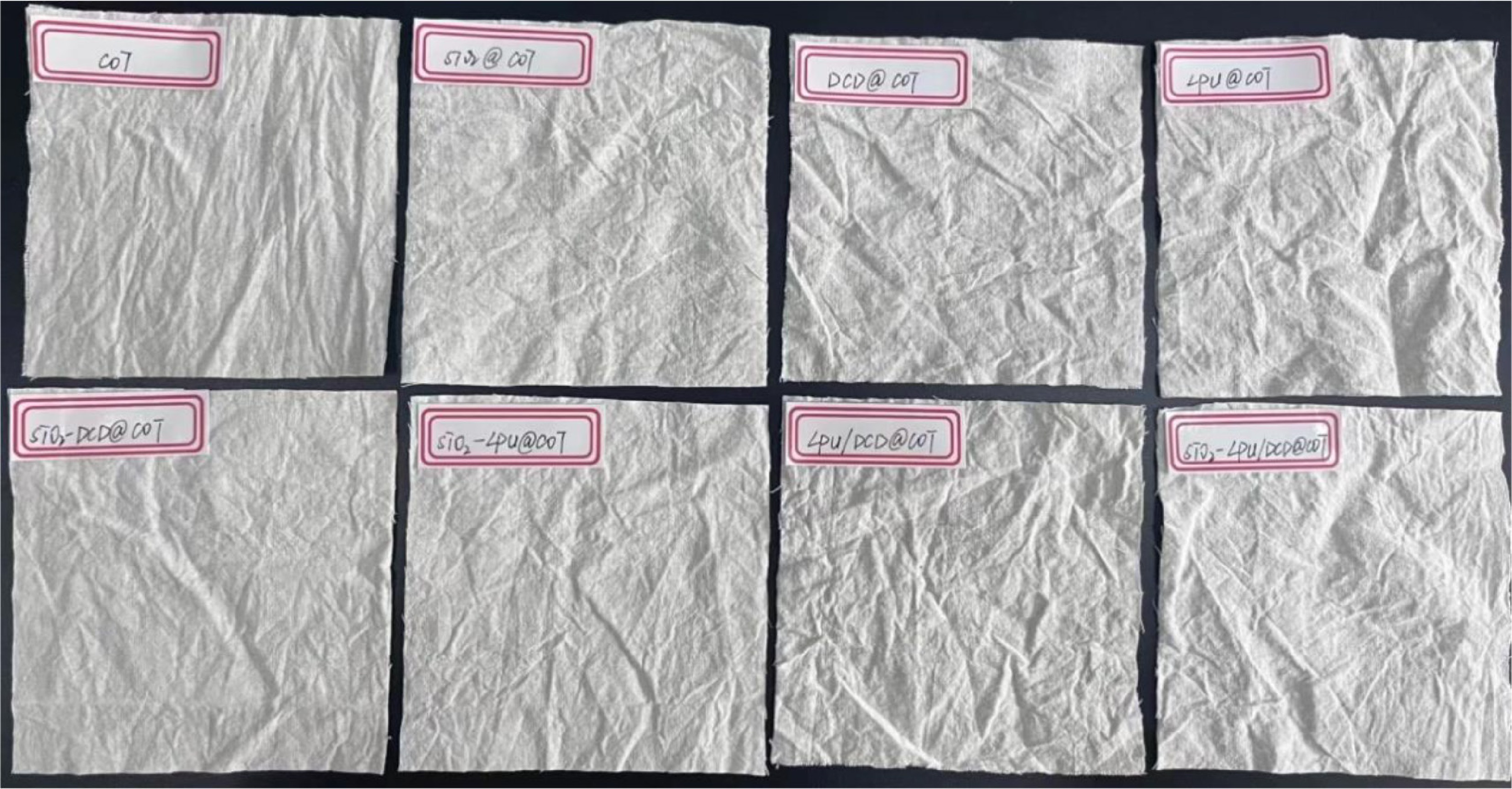
Figure 6.
Appearance of cotton fabric before and after flame retardant finishing.
Based on the weight gain rate formula:
$ WG\;({\text{%}})=\dfrac{{W}_{1}-{W}_{0}}{{W}_{0}}\times 100{\text{%}} $ (1) The weight SiO2@COT, DCD@COT, LPU@COT, SiO2-DCD@COT, SiO2-LPU@COT, LPU/DCD@COT, and SiO2-LPU/DCD @COT gain rates were calculated to be 34.03%, 5.15%, 6.15%, 36.25%, 39.51%, 11.05%, and 44.75%.
Testing and characterization
-
The particle sizes of SiO2 sol and SiO2 sol modified with KH570 were obtained through a BT-90 nm particle size laser analyzer (Dandong Baite Instrument Co., Ltd, Dandong, China).
Original and treated cotton fabrics were cut into pieces and sprayed with gold. Surface morphology, element mapping, and char residues of original and treated cotton fabrics before and after VFTs were investigated using scanning electron microscopy (SEM, SU8010, Hitachi Co., Ltd, Tokyo, Japan) with an energy dispersive spectroscopy (EDX, max20 EDX mapping module, Oxford Instrument Technology Co., Ltd, Shanghai, China), respectively. SEM was utilized with an accelerating voltage of 5 kV under vacuum conditions.
X-ray photoelectron spectroscopy (XPS, K-Alpha+, Thermo Fisher Scientific Co., Ltd, Waltham, USA) was used to analyse the surface elemental, the fabric samples (5 mm × 5 mm) were cut and fixed to conductive carbon adhesive tapes.
Fourier transform infrared (FTIR) spectra of all the samples were recorded on an IS5 FTIR spectrometer (Thermo Fisher Scientific Co., Ltd, Shanghai, China) by using the KBr pellet technique in the range of 4,000−400 cm−1. Each sample was scanned 32 times at a resolution of 4 cm−1.
X-ray diffraction (XRD) patterns of cotton fabric samples were obtained by using a D8 Advance photoelectron spectrometer (Bruker Co., Ltd, Germany) with CuKa radiation generated at 36 kV and 20 mA at room temperature. The diffractogram scattering angles ranged from 10 to 50°.
Their thermal stabilities were investigated under N2 atmosphere by a TGA/DSC3+ (METTLER TOLEDO LLC, Columbus, USA) apparatus. About 10.0 mg of samples were tested from 30.0 to 700.0 °C, at a flow rate of 50 mL/min, and a heating rate of 10 °C/min.
According to the standard of GB/T 5454-1997, their LOI values were measured by operating a JF-3 oxygen index meter (ZY6155A, Zonsky Instrument Co., Ltd, Dongguan, China) with samples of 150 mm × 55 mm.
The VFTs of cotton fabric samples (300 mm × 70 mm) before and after treatments were performed according to the Chinese standard, GB/T 5455-2014, with a VFT tester (CZF-5CD 50 W, Tianjin Xunyu Technology Co. Ltd, Tianjin, China).
All quantitative measurements (LOI, vertical burning, cone calorimetry, and TG/DTG) were conducted on multiple independently prepared specimens, and the reported values are mean values of repeated tests.
-
The surface morphology of cotton fabric samples before and after flame-retardant finishing was analyzed using scanning electron microscopy (Fig. 7). The pristine cotton fabric exhibits spiral natural twist with a smooth, clean surface, and gaps between fibers. After SiO2 sol-gel finishing, the fiber bundles are wrapped by the gel coating, with the twisted texture becoming less distinct. The weight gain of SiO2@COT reached 34.03%, confirming successful coating adsorption. The adsorption is attributed to two factors: 1) cotton fibers' hollow interior and twisted porous surface provide an ideal carrier for trapping and immobilizing fine particles[19]; 2) hydroxyl groups from dehydrated silica sol form hydrogen bonds with hydroxyl groups on cotton fiber surfaces, creating strong chemical bonding. However, visible surface cracks result from surface tension effects during high-temperature drying. For samples DCD@COT and LPU@COT, the fiber surfaces remain relatively smooth, resembling the pristine cotton but appearing notably swollen. This 'plumper' morphology suggests that the small-molecule flame retardants have penetrated into the amorphous regions of the cellulose fibers. When combined with the silica sol, the SiO2-DCD@COT and SiO2-LPU@COT samples exhibit improved coating integrity with fewer surface cracks compared to SiO2@COT alone. Specifically, SiO2-DCD@COT presents a rougher texture with visible particle aggregation, likely due to the crystallization of dicyandiamide on the surface. Conversely, LPU/DCD@COT displays a smoother topography where interfiber gaps are partially filled. Most notably, the SiO2-LPU/DCD@COT sample features a uniform and continuous coating that effectively envelops the fibers. During the drying process, the evaporation of solvent promotes the cross-linking of the silica network with the LPU/DCD components, increasing the coating viscosity and forming a stable, crack-mitigated protective layer. This dense coating structure is consistent with the substantial weight gain observed and is crucial for the subsequent flame-retardant performance.
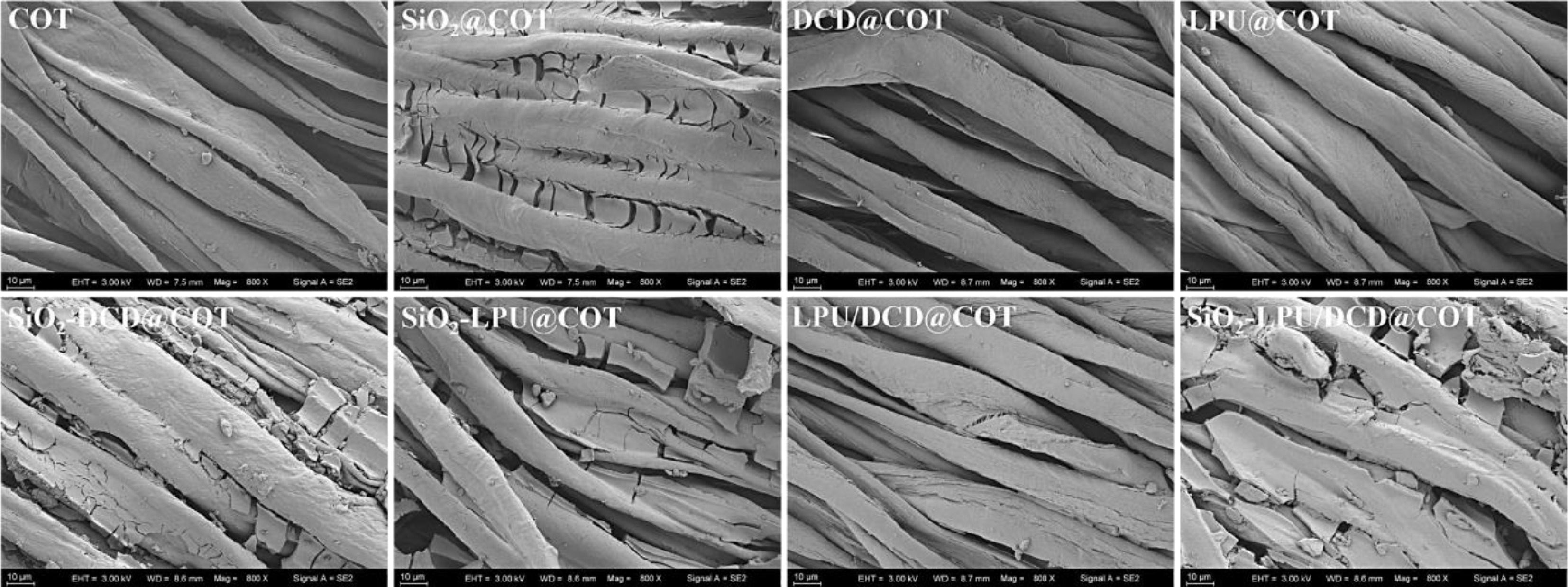
Figure 7.
SEM images of cotton fabrics after original and flame retardant finishing.
To confirm the chemical composition and homogeneity of the coating, Energy Dispersive X-ray Spectroscopy (EDX) analysis was performed on SiO2-LPU/DCD@COT, with results presented in Figs 8 and 9. While pristine cotton contains only carbon (C) and oxygen (O), the treated sample reveals the presence of nitrogen (N, 9.81 wt%), silicon (Si, 2.09 wt%), and phosphorus (P, 0.63 wt%), in addition to C (58.15 wt%) and O (29.32 wt%). The detection of Si confirms the deposition of the silica sol, while N originates from both LPU and DCD components. The relatively low concentration of P is consistent with the formulation design, as it is solely contributed by the LPU component (added at ~6 wt%). Furthermore, the elemental mapping images in Fig. 9 demonstrate a uniform distribution of P, N, and Si across the fiber surface. This homogeneity indicates that the organic LPU/DCD components and the inorganic SiO2 network have been successfully integrated and evenly applied to the cotton substrate, preventing phase separation and ensuring consistent flame-retardant performance.
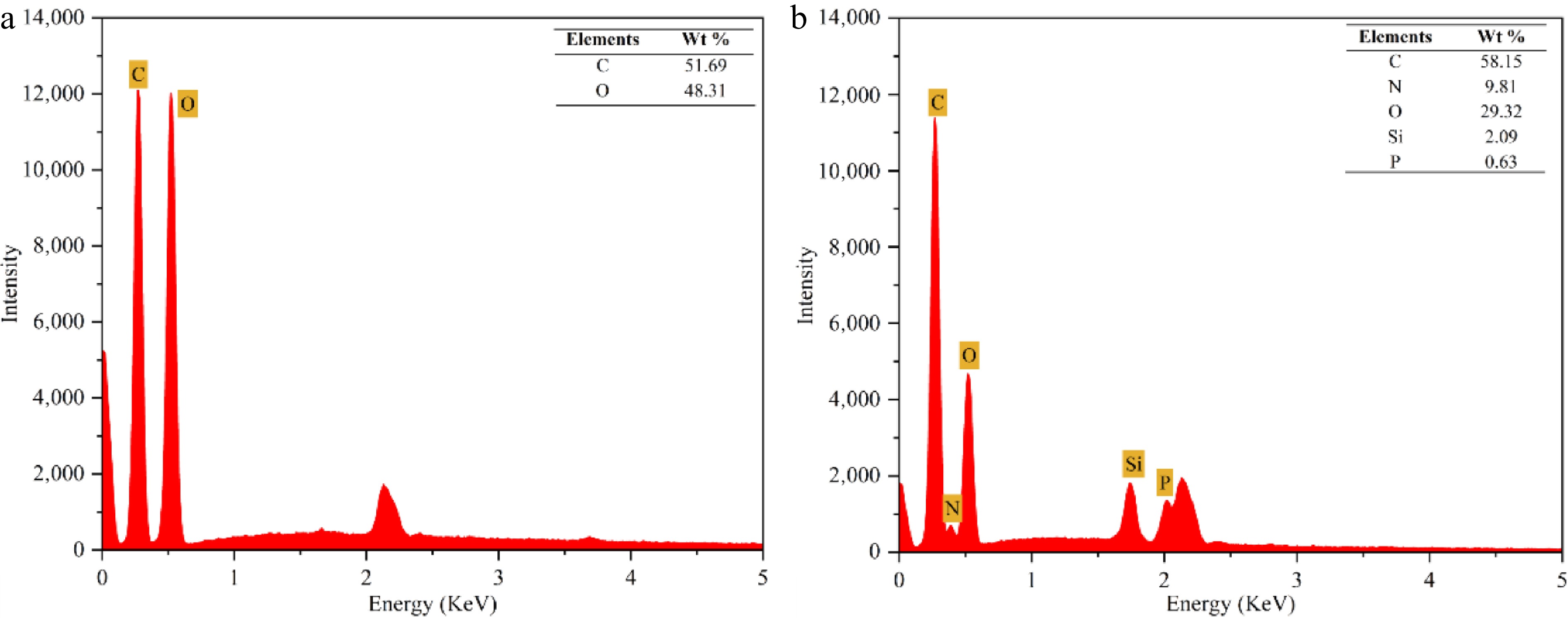
Figure 8.
EDX images of (a) COT, and (b) SiO2-LPU/DCD@COT.
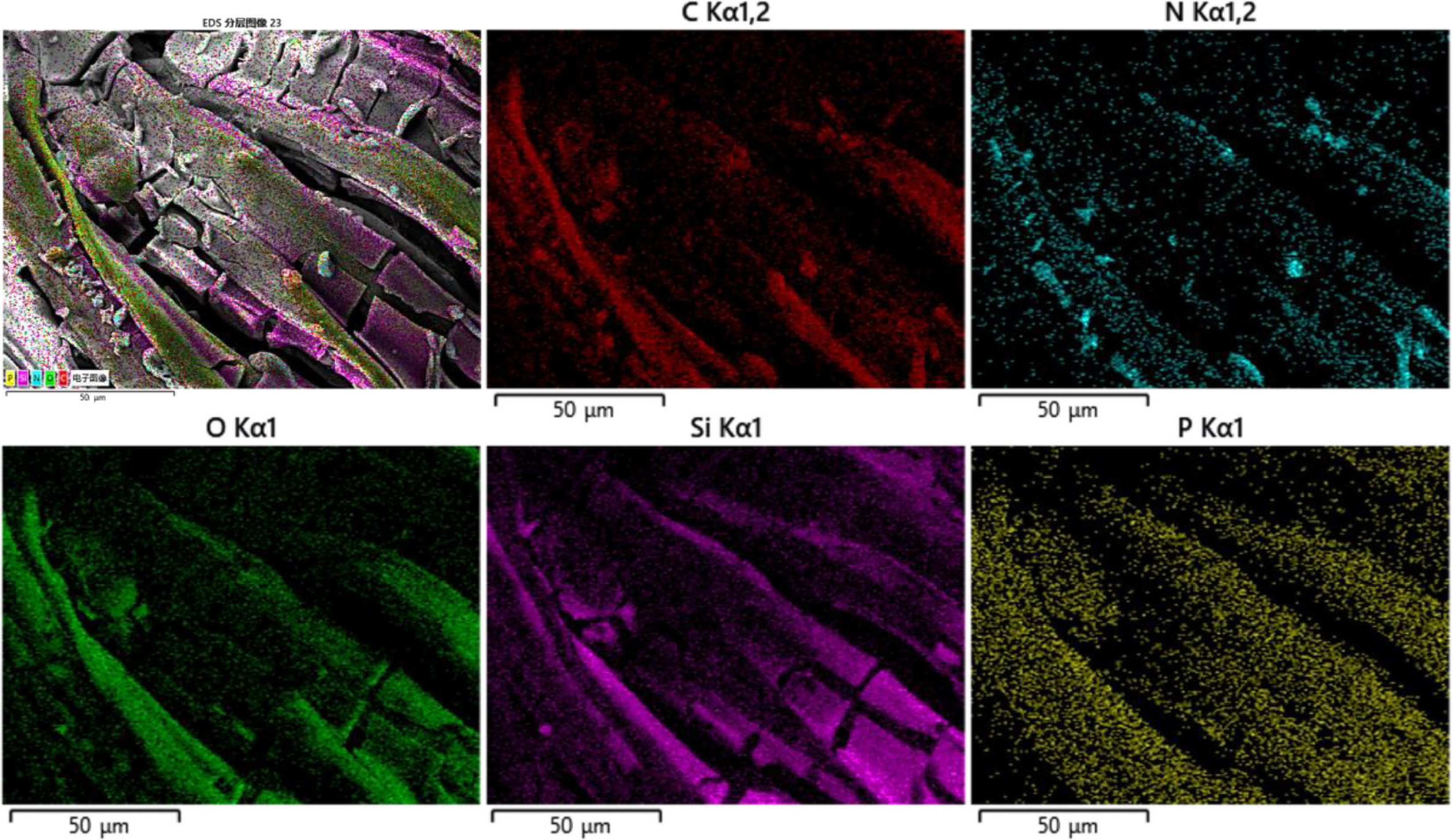
Figure 9.
Element point scan of SiO2-LPU/DCD@COT.
Chemical composition analysis of SiO2-LPU/DCD system finishing cotton fabrics
-
FTIR spectroscopy was employed to investigate the chemical structural changes and intermolecular interactions within the flame-retardant coatings. The spectra of the original and finished cotton fabrics are presented in Fig. 10. For the pristine cotton fabric, the spectrum displays the characteristic absorption bands of cellulose: the broad stretching vibration of O-H groups (attributed to intermolecular hydrogen bonds), C-H stretching vibrations, and the skeletal vibrations of the glucopyranose ring, confirming the typical chemical structure of cellulose fibers[20].
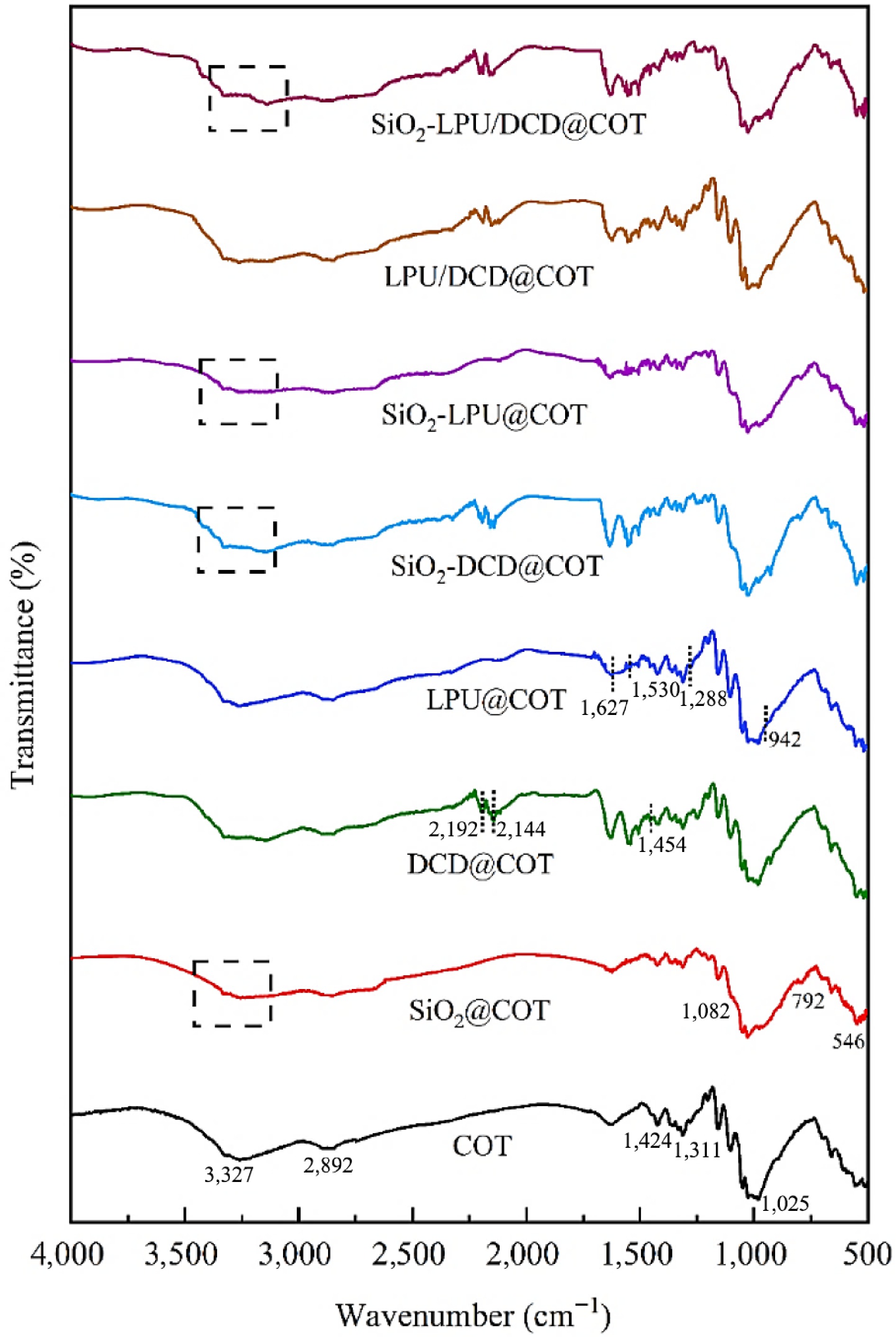
Figure 10.
FTIR spectra of cotton fabrics before and after flame retardant finishing.
Upon treatment with SiO2 sol (SiO2@COT), distinct spectral changes are observed. New characteristic peaks corresponding to the Si-O-Si asymmetric stretching and Si-O bending vibrations emerge, confirming the formation of a polysiloxane network on the fiber surface. Crucially, the appearance of the Si-O-C vibration band indicates that the silica sol is not merely physically deposited but is chemically anchored to the cotton substrate through condensation reactions between the silanol groups (Si-OH) and the hydroxyl groups of cellulose. Furthermore, the intensity of the broad O-H absorption band around 3,300 cm−1 significantly decreases and flattens in the silica-treated samples (SiO2@COT, SiO2-LPU@COT, and SiO2-LPU/DCD@COT). This phenomenon provides strong evidence for the formation of an extensive hydrogen-bonding network between the silica gel and the cotton matrix, as well as the physical shielding effect of the dense inorganic coating, which aligns with the smooth surface morphology observed in SEM analysis.
In the spectra of DCD@COT and LPU@COT, the successful loading of the flame retardants is evidenced by their specific functional groups. DCD@COT exhibits characteristic nitrile group (C≡N) stretching vibrations, while LPU@COT displays distinct bands attributed to C=O stretching, N-H deformation, and P=O stretching vibrations[21]. These results confirm that the synthesized L-lysine-based flame retardant retains its chemical structure after impregnation.
For the composite system SiO2-LPU/DCD@COT, the spectrum presents a superposition of the characteristic peaks from silica, LPU, and DCD, verifying the successful construction of a phosphorus-nitrogen-silicon synergistic system. The detection of Si-O-Si and P=O/P-O-N bands confirms that the organic flame retardants are effectively encapsulated within or immobilized by the inorganic silica matrix. This organic-inorganic hybrid structure is stabilized by the hydrogen bonding interactions between the amino/hydroxyl groups of the flame retardants and the silanol/cellulose hydroxyls[22]. Consequently, the FTIR results corroborate the SEM-EDX and XPS findings, demonstrating that a stable and chemically integrated flame-retardant coating has been successfully constructed on the cotton fabric surface.
Surface elemental analysis of SiO2-LPU/DCD system finishing cotton fabrics
-
The chemical state of the elemental composition of the surfaces of the flame retardants was investigated using the XPS technique, and the test results are shown in Figs 11 and 12. Table 2 demonstrates the elemental distribution of the corresponding samples.
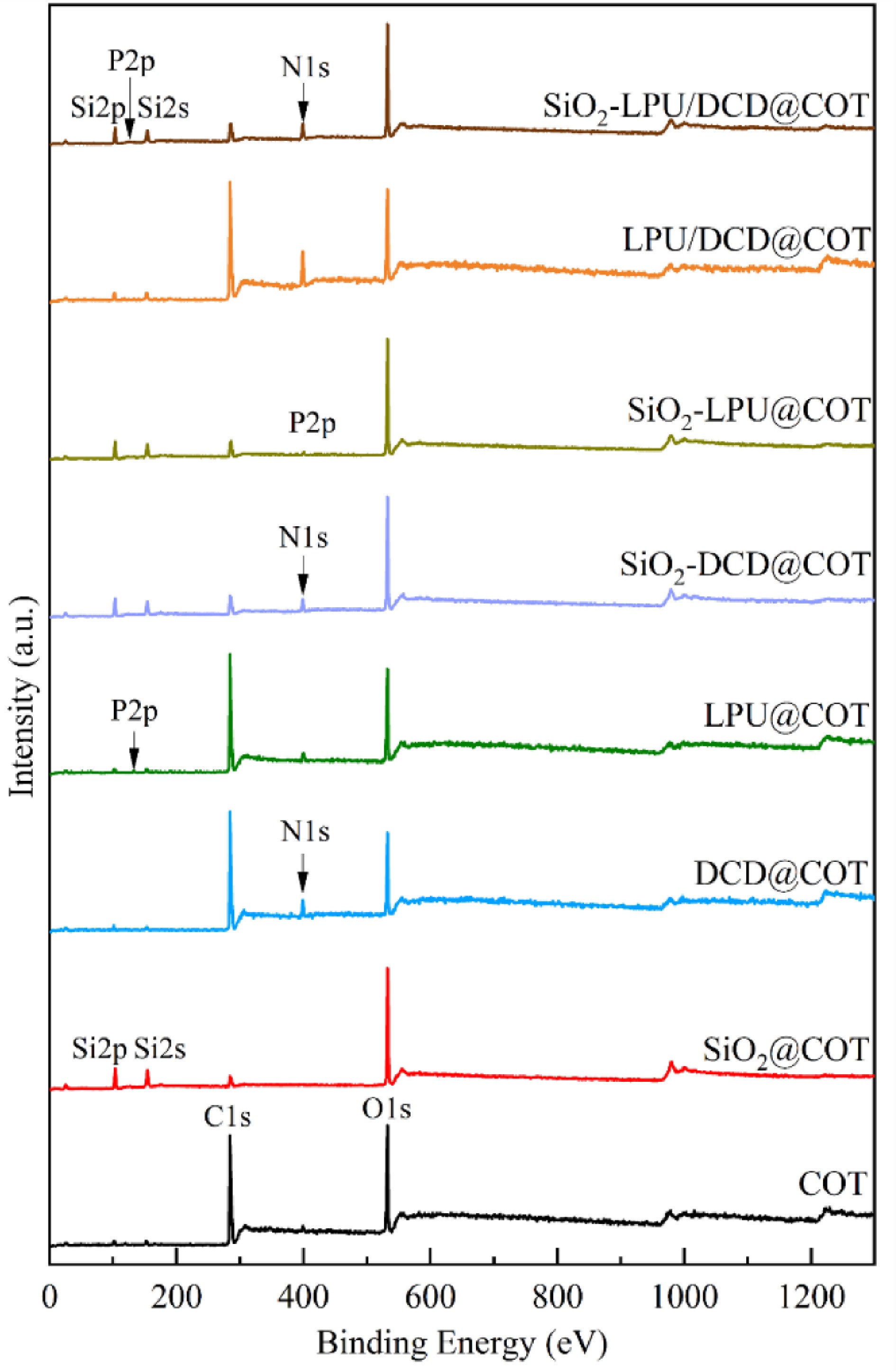
Figure 11.
XPS spectroscopic analysis of original and flame-retardant finished cotton fabrics.
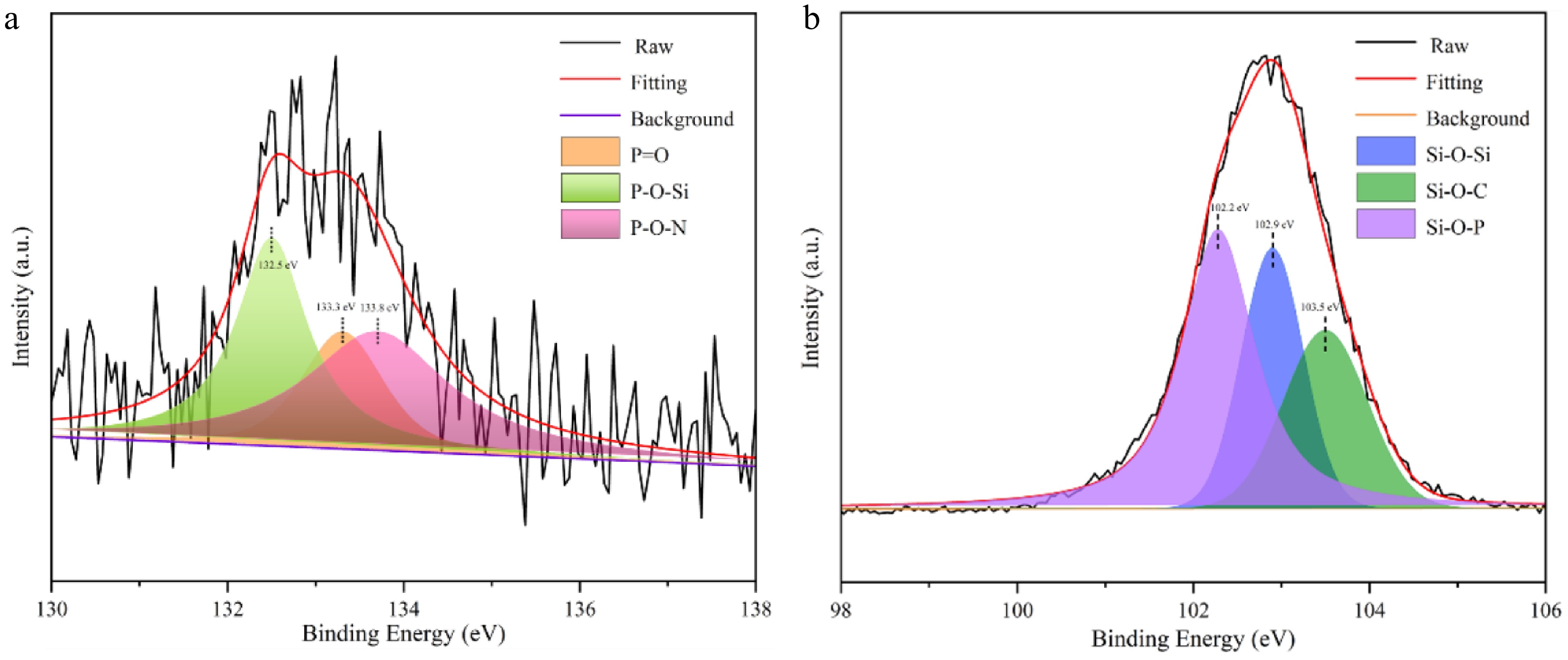
Figure 12.
High resolution spectra of (a) P2p, and (b) Si2p for SiO2-LPU/DCD@COT.
Table 2. Element content of the original and flame-retardant finishing cotton fabrics.
Sample C1s O1s N1s Si2p P2p COT 74.20 25.80 − − − SiO2@COT 18.96 57.54 − 23.50 − DCD@COT 74.70 18.88 6.42 − − LPU@COT 72.94 22.43 3.92 − 0.72 SiO2-DCD@COT 30.20 43.49 9.13 17.17 − SiO2-LPU@COT 29.53 49.58 2.69 17.43 0.76 LPU/DCD@COT 67.53 19.54 12.32 − 0.61 SiO2-LPU/DCD@COT 31.36 42.11 10.87 15.01 0.64 In the original cotton fabrics, two significant characteristic peaks were shown, which were located at 284.78 eV (corresponding to C1s), and 532.61 eV (corresponding to O1s), respectively; however, when the cotton fabrics were sol-gel-finished with SiO2, in addition to the two characteristic peaks of C1s and O1s, at the positions of 102.89 and 153.62 eV, the cotton fabrics also exhibited Si2p and Si2s two new characteristic peaks. From Fig. 11 and Table 2, the alternating change of elemental content can be clearly observed, with the content of C1s decreasing by 74.44% compared with that of the original cotton fabric, and the content of O1s increasing significantly, which indicates that the SiO2 sol-gel coatings have been successfully infiltrated into the surface of the cotton fabrics, which are connected through hydrogen bonding. N1s diffraction peaks appeared in the vicinity of samples DCD@COT at 398.19 eV, and the nascent characteristic peaks of P2p and N1s appeared at but samples LPU@COT at 132.97 and 399.64 eV, suggesting that DCD and LPU have been firmly deposited on the surface of the cotton fabric.
Samples SiO2-DCD@COT, SiO2-LPU@COT, and SiO2-LPU/DCD@COT all showed the presence of elements corresponding to each flame retardant, and the content of C1s was reduced, presumably due to the large number of hydroxyl groups in the SiO2 sol, which led to an increase in the content of O1s, thus reducing the intensity of the C1s absorption peak. For the sample SiO2-LPU/DCD@COT, the contents of C1s, O1s, N1s, Si2p, and P2p can be detected, and the decrease in the content of P2p compared with that of the sample LPU@COT can be attributed to the presence of SiO2 sols on the surface, which reduces the peak intensity of other elements. All these results indicate that the flame retardant has been successfully coated on the fabric surface.
The binding state of the elements on the fabric surface was explored even further by performing high-resolution scans of P2p and Si2p of the sample SiO2-LPU/DCD@COT. As shown in Fig. 12a and b, in the P2p spectra, three distinct subpeaks can be seen at 132.5, 133.3, and 133.8 eV, respectively. These subpeaks correspond to P-O-Si, P=O, and P-O-N, which are derived from the bonding structure of LPU with SiO2 sol and the structure of LPU, which suggests that LPU has been successfully deposited on the surface of cotton fabrics. Meanwhile, Si2p was categorized as Si-O-P at 102.2 eV, Si-O-Si at 102.9 eV, and Si-O-C at 103.5 eV, again indicating that the flame retardant has been successfully attached. This conclusion is consistent with the results of the FTIR analysis.
Crystal structure analysis of SiO2-LPU/DCD system finishing cotton fabrics
-
The XRD diffraction curves of the virgin and flame-retardant finishing cotton are shown in Fig. 13. The diffraction curves of the original and series of finishing cotton fabrics were basically similar, with diffraction peaks appearing at 15.3, 16.8, 23.1, and 34.7°, which corresponded to the (1−10), (110), (200), and (004) crystalline surfaces of cellulose I, respectively[23]. The intensity of each diffraction peak of the post-finished cotton fabrics decreased to different degrees, which indicated that the flame retardant had some effect on the crystallinity of the cotton fabrics, but the crystal structure would hardly be changed. For samples SiO2@COT, SiO2-DCD@COT, SiO2-LPU@COT, and SiO2-LPU/DCD@COT, the diffraction peak intensities decreased due to the formation of hydrogen bonding peaks of the silica sol on the surface of the cotton fabrics, which were tightly adsorbed on the surface of the cotton fabrics. For the samples DCD@COT, LPU/DCD@COT, and SiO2-LPU/DCD@COT, new diffraction peaks located at 26.8 and 28.4° appeared under the effect of dicyandiamide[24], which indicated that the dicyandiamide had successfully adhered to the cotton fabric. In conclusion, it can be concluded that flame retardants do not affect the crystal structure of cotton fabrics.
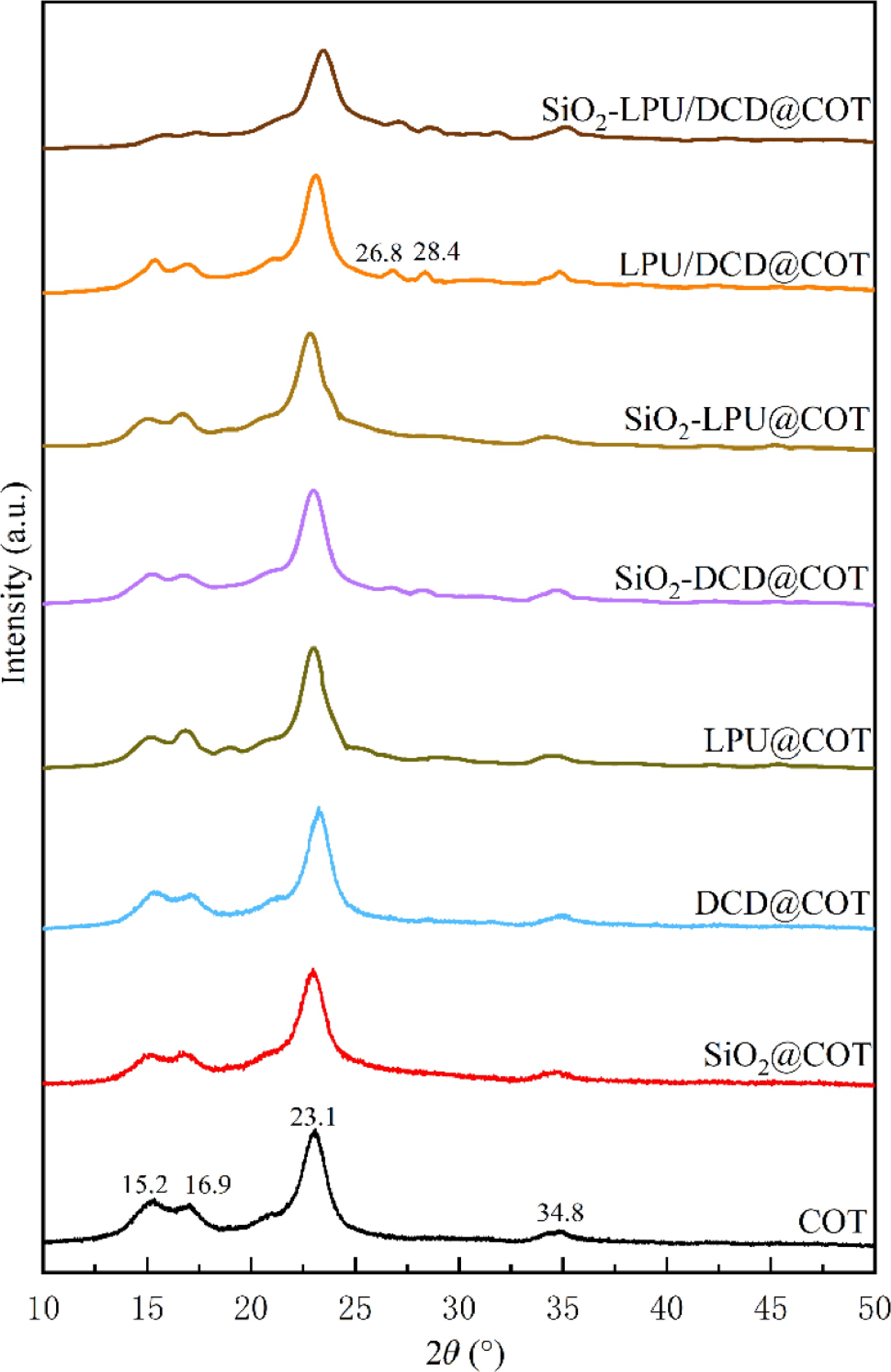
Figure 13.
XRD patterns of original and flame retardant treated cotton fabrics.
Pyrolysis characterization of SiO2-LPU/DCD system finished cotton fabrics
-
To compare thermal stability differences between the control and finished cotton fabrics, thermogravimetric analysis was conducted under a nitrogen atmosphere. The TG and DTG curves are shown in Fig. 14, with data summarized in Table 3.
Under a nitrogen atmosphere, cotton fabric pyrolysis occurs in three stages: below 300 °C (5%−10% mass loss from water evaporation), 300−400 °C (rapid decomposition with 85%−90% mass loss, and Rmax of 2.23%/°C), and 400−700 °C (complex physicochemical processes including dehydration, carbonization, and decomposition product formation), yielding 13.96% residual char at 700 °C.
Finished fabrics showed reduced decomposition temperatures compared to pristine cotton. For SiO2@COT, Si-OH dehydration and hydrogen bond formation created an effective coating that inhibited heat transfer, oxygen transport, and pyrolysis product exchange, achieving 35.00% char residue. Sample DCD@COT exhibited similar initial pyrolysis temperature and decomposition range to pristine fabric but increased char residue to 20.76%, indicating minimal flame-retardant effect of DCD alone. For samples LPU@COT, LPU/DCD@COT, SiO2-LPU@COT and SiO2-LPU/DCD@COT, the P element in LPU structure (Fig. 3), its decomposition can take place at lower temperatures, and the phosphoric acid and other acids produced will catalyze the dehydration of the fibers to form the stable carbon layer structure[25], so that the cotton fabric after finishing decomposition temperature is lower than that of the original fabric. For the sample SiO2-LPU/DCD@COT, the residual charcoal rate at 700 °C was 3.82 times higher than that of the original fabric, which indicated that the presence of SiO2-LPU/DCD promoted the dehydration of cotton fibers to form a charcoal layer, resulting in the high thermal stability of cotton fabrics, and the lowest value of Rmax (0.96%/°C) among all the samples, which indicated that the P and N elements in the LPU and the Si element in silica sol played a combined role in the flame retardant effect. Rmax (0.96%/°C) is the lowest value among all the samples, indicating that the P and N elements in LPU and the Si element in silica sol have a combined effect on flame retardancy.
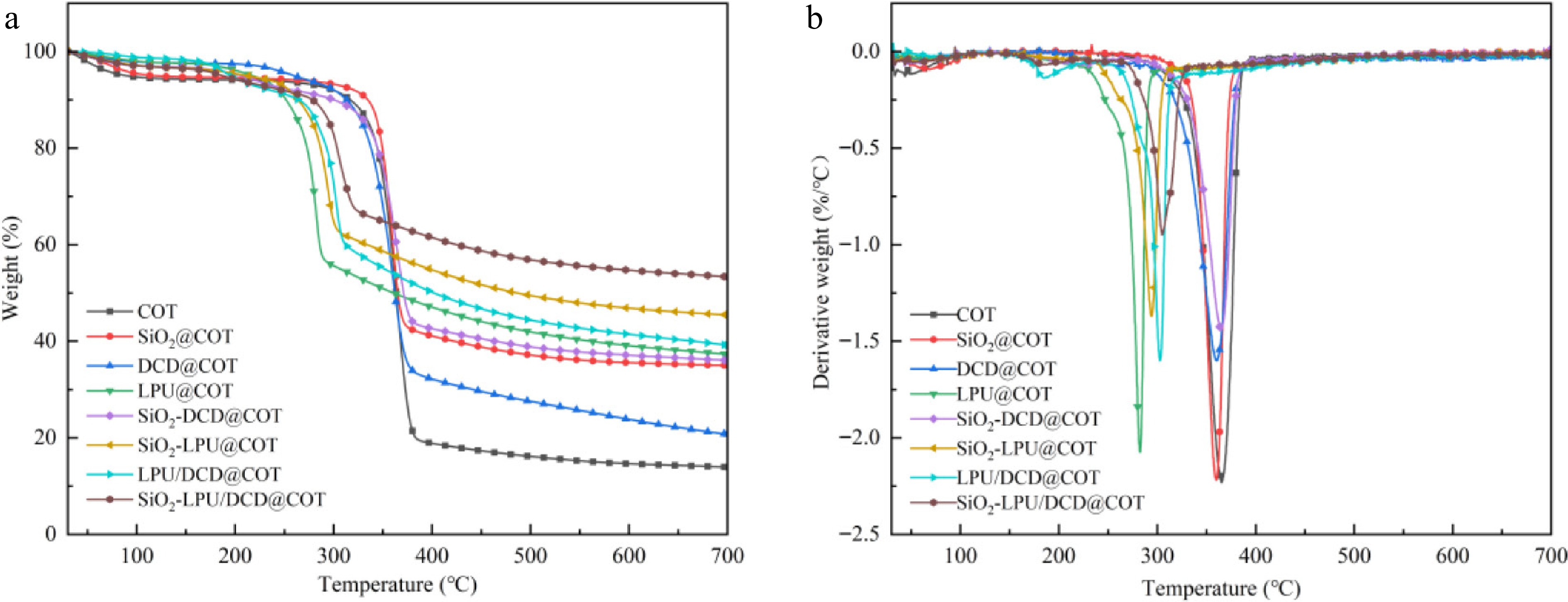
Figure 14.
TGA curves of original and flame retardant treated cotton fabrics. (a) TGA curves in nitrogen. (b) DTG curves in nitrogen.
Table 3. TG and DTG data of original and flame-retardant finished cotton fabrics under N2.
Fabric samples Tonset (°C) Tmax (°C) Rmax (%/°C) Residue (%) COT 317.00 366.22 2.23 13.96 SiO2@ COT 293.33 359.81 2.21 35.00 DCD@COT 313.17 360.26 1.60 20.76 LPU@COT 251.67 282.67 2.08 37.29 SiO2-DCD@COT 300.33 364.85 1.45 36.07 SiO2-LPU@COT 264.00 294.12 1.38 45.45 LPU/DCD@COT 264.33 302.67 1.61 39.20 SiO2- LPU/DCD@COT 278.50 304.66 0.96 53.37 Characterization of SiO2-LPU/DCD system for finishing cotton fabrics against fire reaction
-
Through the cone calorimetric testing technique, real fire scenarios were simulated to deeply study and compare the burning behaviors of virgin and flame retardant-finished cotton fabrics, whose HRR and THR curves are shown in Fig. 15a and b, and the relevant test data are presented in Table 4.
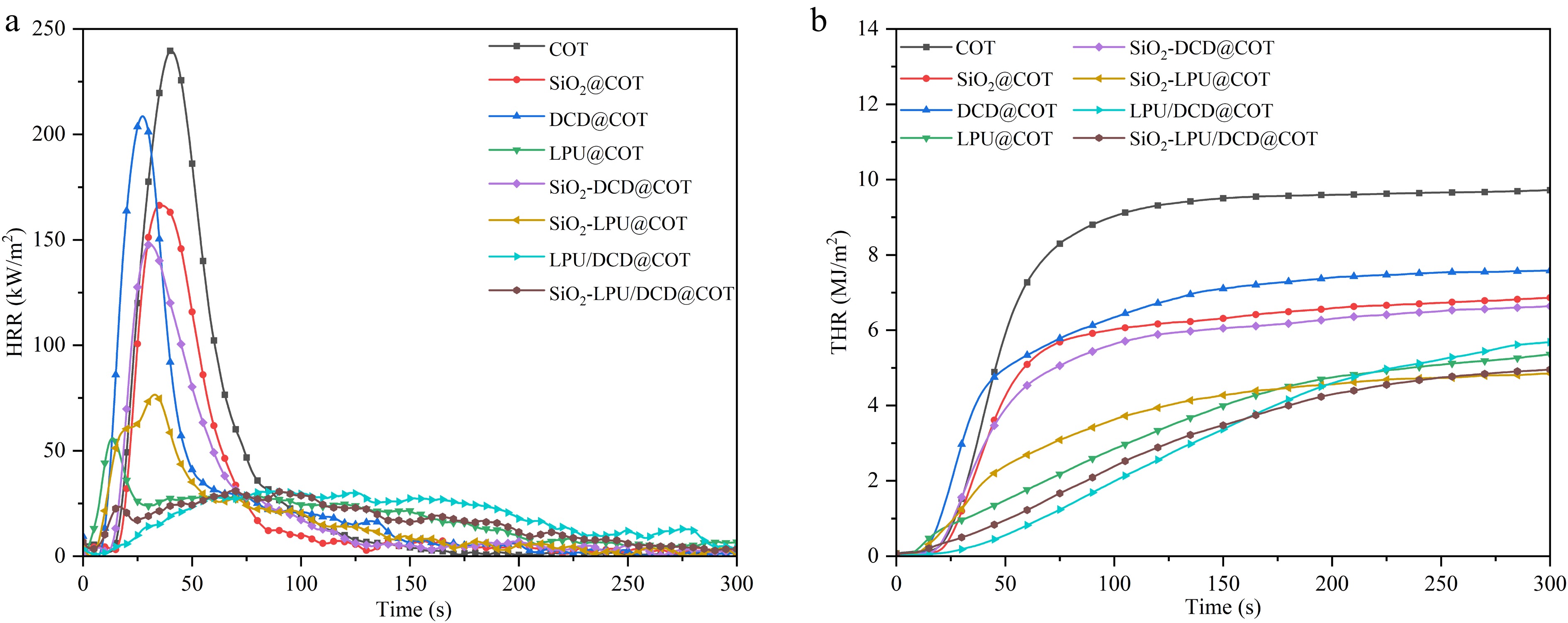
Figure 15.
(a) Heat release rate, and (b) total heat release of original and flame-retardant finished cotton fabrics.
Table 4. Cone calorimetry test results of original and flame-retardant finished cotton fabrics.
Sample TTI (s) pHRR (kW/m2) TP (s) THR (MJ/m2) TSP (m2/m2) CO2/CO (kg/kg) CR (%) FIGRA (kW/m2·s) COT 10 242.74 32 9.72 0.15 30.17 3.01 7.59 SiO2@ COT 17 167.54 36 6.86 0.04 20.21 25.15 4.65 DCD@COT 10 210.01 28 7.59 0.07 103.15 3.50 7.50 LPU@COT 5 58.59 14 5.36 0.52 42.62 6.94 4.19 SiO2-DCD@COT 14 149.06 30 6.64 0.06 93.23 27.04 4.97 SiO2-LPU@COT 8 77.80 32 4.84 0.13 24.41 31.71 2.43 LPU/DCD@COT − 32.72 83 5.68 0.66 − 6.47 0.39 SiO2-LPU/DCD@COT 9 32.04 72 4.95 0.55 16.25 33.16 0.45 The cone calorimetry results reveal how the SiO2-LPU/DCD flame-retardant system regulates the combustion behavior of cotton fabrics (Fig. 15, Table 4). Pristine cotton burns rapidly and almost completely, exhibiting a sharp HRR peak (around 200 kW·m−2) and a high THR (close to 10 MJ·m−2), which reflects fast flame propagation, high heat feedback, and minimal residue formation.
Coating cotton with silica sol alone (SiO2@COT) already modifies this burning pattern. The peak heat release rate decreases by roughly 30%, and the HRR curve becomes broader, suggesting a slower combustion process. Meanwhile, the residual char increases to above 15%, and smoke generation is effectively suppressed. These improvements indicate that the SiO2 network forms an inorganic thermal barrier that blocks heat transfer, slows the diffusion of volatile degradation products, and inhibits smoke release.
Samples treated with DCD (DCD@COT) and LPU (LPU@COT) demonstrate the distinct contributions of the nitrogen- and phosphorus-containing organic components. DCD alone results in only slight reductions in heat release and smoke production, confirming that its gas-phase flame inhibition is insufficient by itself. In contrast, LPU@COT shows a pronounced reduction in HRR (approximately 40%) and an increased char residue (around 20%). This is attributed to the phosphorus-induced dehydration of cellulose, which promotes the formation of a compact char layer, while the nitrogen elements release non-flammable gases (NH3, N2) that dilute combustible volatiles[26]. However, the intensified charring of LPU also leads to an increase in total smoke production (TSP), reflecting enhanced smoke formation.
Combining SiO2 with either DCD or LPU (SiO2-DCD@COT and SiO2-LPU@COT) produces an evident inorganic–organic synergistic effect. In the SiO2-DCD system, the silica layer compensates for DCD's weak condensed-phase action by reinforcing the char structure and lowering the fire growth rate. In the SiO2-LPU system, the phosphorus–nitrogen-rich char produced by LPU is further strengthened by the silica framework, resulting in a much lower pHRR (reduced by nearly 50% relative to pristine cotton), suppressed smoke emission, and improved THR performance. The higher char residue and more compact char morphology confirm the enhanced barrier effect.
The most significant improvement is achieved in the ternary SiO2-LPU/DCD@COT system. Its HRR curve exhibits a very low and flattened peak, with pHRR reduced to below 80 kW·m−2, and THR falling to around 6 MJ·m−2. At the same time, the char residue increases to over 30%, the highest among all samples. The decreased CO2/CO ratio indicates strongly inhibited combustion at the surface, reflecting the formation of an effective hybrid barrier. This superior performance is attributed to the cooperative actions of all three components:
LPU induces early charring, forming phosphorus-rich carbon frameworks. DCD enhances char expansion and releases non-flammable gases that dilute flammable volatiles. SiO2 interpenetrates and stabilizes the organic char, generating a dense, continuous protective layer that resists cracking and collapse under heat.
The post-burn photographs (Fig. 16) further validate these results. Pristine cotton and DCD@COT are almost completely consumed, while SiO2@COT retains the fabric outline but shows a brittle inorganic layer. LPU-based samples produce expanded yet somewhat fragile char. In contrast, SiO2-LPU@COT and especially SiO2-LPU/DCD@COT form a coherent, compact, and expanded carbon–silica hybrid layer that maintains the structural integrity of the fabric. This robust protective barrier effectively blocks heat and oxygen diffusion, explaining their substantially reduced pHRR, THR, FIGRA, and enhanced overall fire resistance.
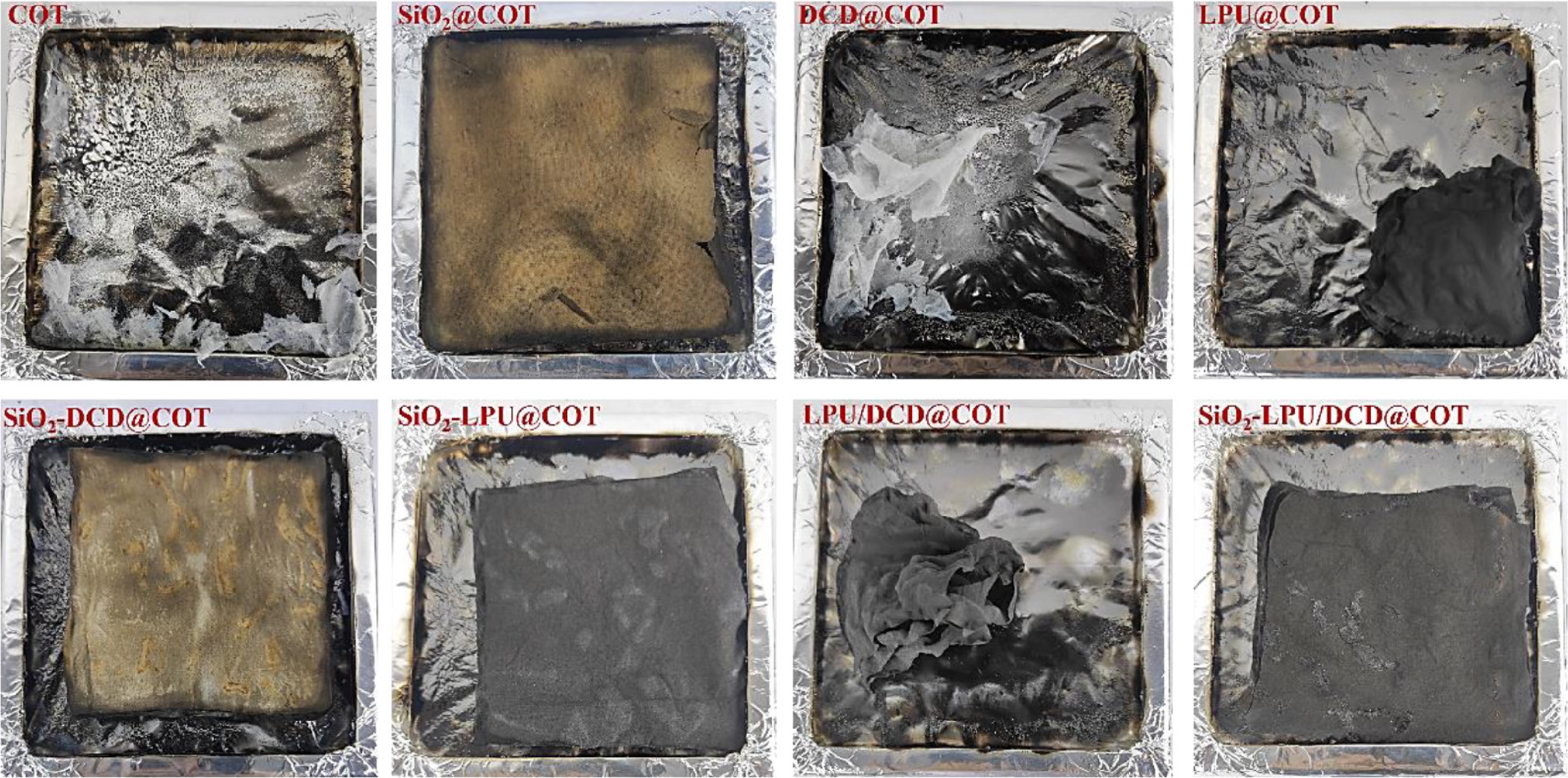
Figure 16.
Cone calorimetry test images of original and flame retardant finished cotton fabrics.
PU/DCD@COT form a coherent, compact, and expanded carbon–silica hybrid layer that maintains the structural integrity of the fabric. This robust protective barrier effectively blocks heat and oxygen diffusion, explaining their substantially reduced pHRR, THR, FIGRA, and enhanced overall fire resistance.
Cone calorimetry test plots for virgin and finishing cotton fabrics are shown in Fig. 16. There is almost no char residue on the trays of virgin cotton and cotton fabrics with dicyandiamide flame retardant finishing. For the sample SiO2@COT, the original structure was retained after combustion due to a physical barrier attached to the surface of the cotton fabric before combustion. Samples LPU@COT and LPU/DCD@COT underwent severe shrinkage and a clear expanded char layer could be seen, which was attributed to the fact that the phosphorus-containing flame-retardant molecules in LPU were able to promote the dehydration and charring of the cotton fibres, while the nitrogen-containing flame-retardant molecules were able to decompose the NH3 and dilute the oxygen concentration[27], which corresponded to the higher char residue rate in Table 4. The samples SiO2-DCD@COT, SiO2-LPU@COT and SiO2-LPU/DCD/@COT were able to maintain the intact morphology of the fabrics, which originated from the strong physical support structure of SiO2, which effectively insulates heat and oxygen, and reduces the fire hazard of the fabrics[28].
Flammability grade analysis of cotton fabrics with SiO2-LPU/DCD system finishing
-
To better evaluate the flame retardancy of each sample, the limiting oxygen index (LOI) test was carried out on the original and finishing cotton fabrics, and the results are shown in Table 5. Figure 17 demonstrates the relationship between the variation of residual carbon rate, ΔLOI and Δm for different samples. The LOI value of the original fabric was 18.4%, in contrast, the flame-retardant level of the SiO2 sol-finished cotton fabric changed from flammable to combustible, and its LOI increased by 2.0% compared with that of the original cotton fabric, which indicates that the SiO2 sol-gel coating, in agreement with the above mentioned results of the XPS and FTIR analyses, has been deposited on the surface of the cotton fabric through Si-O-Si bonds, etc. The SiO2 gel coatings are essential for the enhancement of thermal stability, and flame retardancy is crucial to hinder oxygen transport, heat exchange, and the oxidative decomposition processes[29]. In addition, it can evolve into high-temperature resistant Si-C compounds, which form a strong carbonised layer on the surface of cotton fibres. Cotton fabrics with LPU flame-retardant finishing showed high LOIs of 31.9%, 34.3%, 31.9%, and 34.3% for the samples LPU@COT, the LOI of LPU/DCD@COT and SiO2-LPU/DCD@COT attain 26.7%, with the increase of LOI, the corresponding residual charring rate also increased significantly, which is mainly due to the fact that, on the one hand, LPU can be adsorbed on the porous surface of the cotton fibre, and the silica solvent can be adsorbed on the porous surface of the cotton fibre. The main reason is that, on the one hand, LPU can be adsorbed on the porous surface of cotton fibres, and the cracks after silica sol drying can be filled by LPU, as shown in the SEM images; on the other hand, LPU contains flame-retardant phosphorus-containing molecules and nitrogen-containing molecules, which decompose by heat and promote the formation of aromatic structure by combustion of fibres, and the non-combustible nitrogen-containing gases generated by nitrogen-containing molecules can expand the char layer and dilute the surrounding concentration of combustible gases. For the sample DCD@COT, the LOI was raised by 1.2%, which is still a flammable grade, so the flame retardant effect is not satisfactory. For sample SiO2-LPU/DCD@COT, Although its LOI (34.3%) and ΔLOI (15.9%) were the optimal values among all samples, its ΔLOI/Δm reached the third highest among all samples, which was attributed to the high weight gain rate of the SiO2 sol, which increased the residual carbon rate while providing a protective layer. In addition, it is not difficult to find that the combination of SiO2 sol and LPU brings not a cumulative effect but a synergistic flame-retardant effect through the SE value, which is 1.08, both of which are greater than 1. Therefore, the synergistic flame retardant effect of phosphorus, nitrogen, and silicon is jointly exerted in this system. In addition, to explore the intrinsic connection between the characterisation means, Fig. 18 was plotted by integrating the LOI data, the pHRR in TG and the Rmax parameter in CCT, and it can be seen that, when the LOI grows more, the corresponding pHRR and Rmax decrease more, so the improvement of flame retardancy lies in the fact that on the one hand, the flame retardant reduces the heat release of the cotton fabric, and on the other hand, improves its fire resistance of the surface.
Table 5. LOI experimental data of original and flame-retardant-treated cotton fabrics.
Sample name LOI (%) ΔLOI Δm
(g)ΔLOI/Δm
(%/g)Flame retardant
gradeSE COT 18.4±0.1 − − − flammable − SiO2@COT 20.4±0.1 2.0 1.83 1.09 combustible − DCD@COT 19.6±0.1 1.2 0.20 6.00 flammable − LPU@COT 26.7±0.1 8.3 0.66 12.58 refractory − SiO2-DCD@COT 22.4±0.1 4.0 1.22 3.28 combustible 1.25 SiO2-LPU@COT 29.5±0.1 11.1 1.61 6.89 non-flammable 1.08 LPU/DCD@COT 31.9±0.1 13.5 0.82 16.46 non-flammable 1.42 SiO2-LPU/DCD@COT 34.3±0.1 15.9 2.25 7.07 non-flammable 1.03 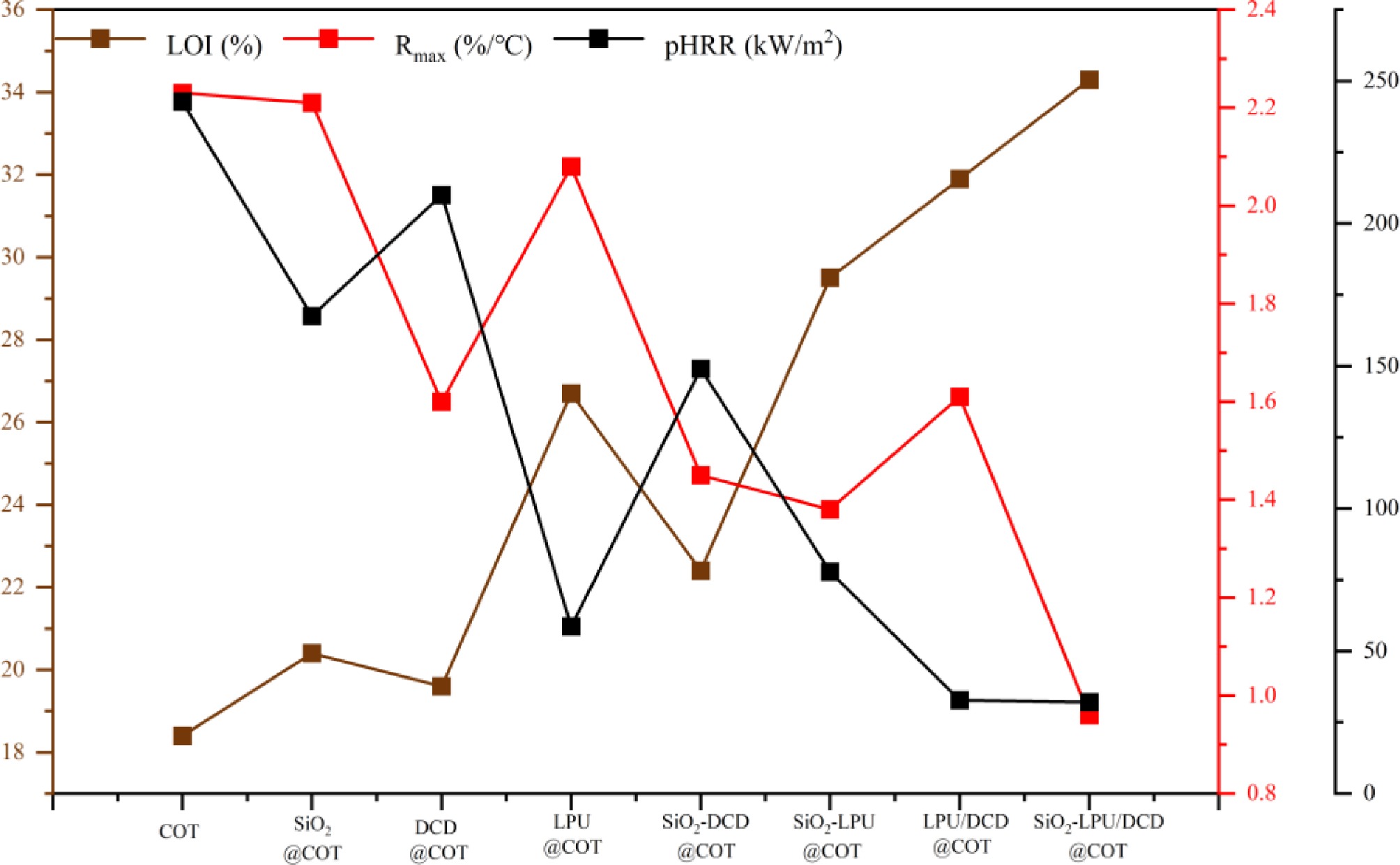
Figure 17.
Relationship between LOI, Rmax, and pHRR of original and flame retardant cotton.
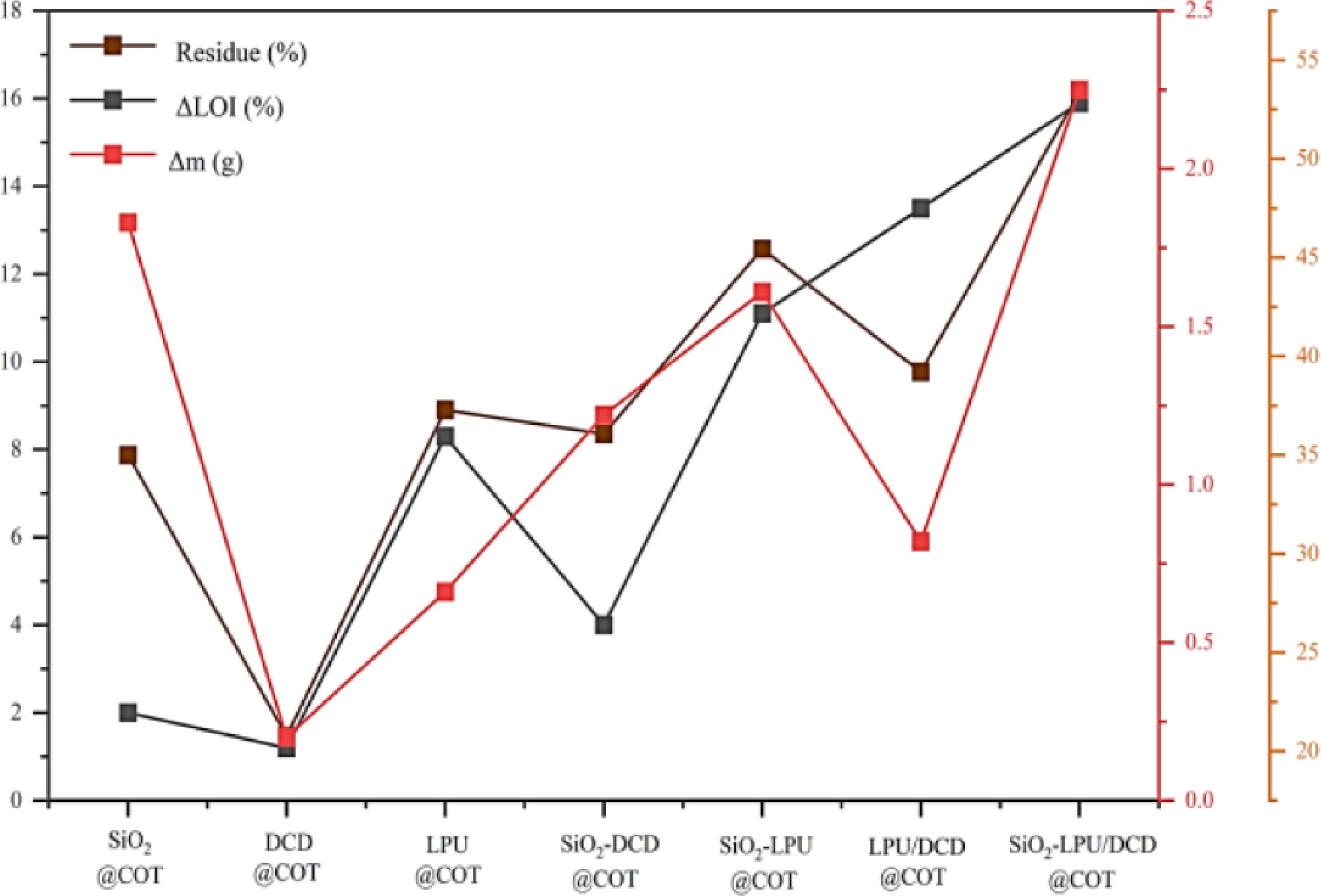
Figure 18.
Residue, ΔLOI and Δm of treated cotton fabrics.
Figure 19 illustrates the CL and LOI plots of the virgin and finishing cotton fabrics, and the results of the vertical combustion tests are presented in Fig. 20, while Fig. 21 depicts in detail the dynamic process of vertical combustion of the virgin cotton fabrics with the SiO2-LPU/DCD@COT samples within the first 15 s. The results of the vertical combustion tests are presented in Figs 20 and 21. Table 6 provides the vertical combustion test data for virgin and flame-retardant finished cotton. For the virgin cotton fabric, the T1 and T2 were 14.8 and 34.5 s, respectively, and the flame spread rapidly from bottom to top, with only a small amount of residual charcoal at the sample clamp edge, indicating that a flame-retardant treatment for cotton fabrics is necessary. The negative ignition time of the sample SiO2@COT was significantly reduced to 1.5 s; however, the damage length still reached 30 cm, indicating that the flame retardant ability of silica sol on cotton fabrics is limited. Samples DCD@COTT1 is 22.1 s, and T2 was 57.3 s, indicating that dicyandiamide can have some flame retardant effect through the nitrogen element in its own structure, but the effect is minimal, which corresponds to the residual charcoal rate and LOI test results in the above TG. The samples LPU@COT and SiO2-LPU@COT can achieve self-extinguishing without cathodic ignition time, and the lengths of destruction are 9.2 and 5.3 cm respectively, which indicates that LPU not only achieves high efficiency of flame retardancy by itself, but also improves the flame retardancy of fabrics after compounding with SiO2 sol, and a certain synergistic effect exists between the two, as shown by the SE value of 1.08. The cracking phenomenon of the sample SiO2-DCD@COT was significantly improved, and the residual carbon structure was more complete, which was attributed to the synergistic flame retardancy of silica sol and dicyandiamide[30], and it was also found that the surface cracks were significantly reduced by the combination of the two in the micro-morphological structure before combustion. Comprehensive comparison of all the samples reveals that the sample SiO2-LPU/DCD@COT has no reflagration and cathodic combustion time, and is able to self-extinguish immediately upon leaving the ignition source. In addition, it was found through Fig. 18 that the greater the LOI of the treated cotton fabrics, the shorter the length of residual charcoal damage after burning, which was attributed to the fact that, on the one hand, the N element in the dicyandiamide could play a catalytic role in promoting the combination of LPU and cotton fabrics, and on the other hand, the dense gel coating formed by the SiO2 sol slowed down the decomposition of the fabrics, which proved that the LPU/DCD coatings and the SiO2 sol had a good. This proves that the LPU/DCD coating and SiO2 sol have good synergistic effect.
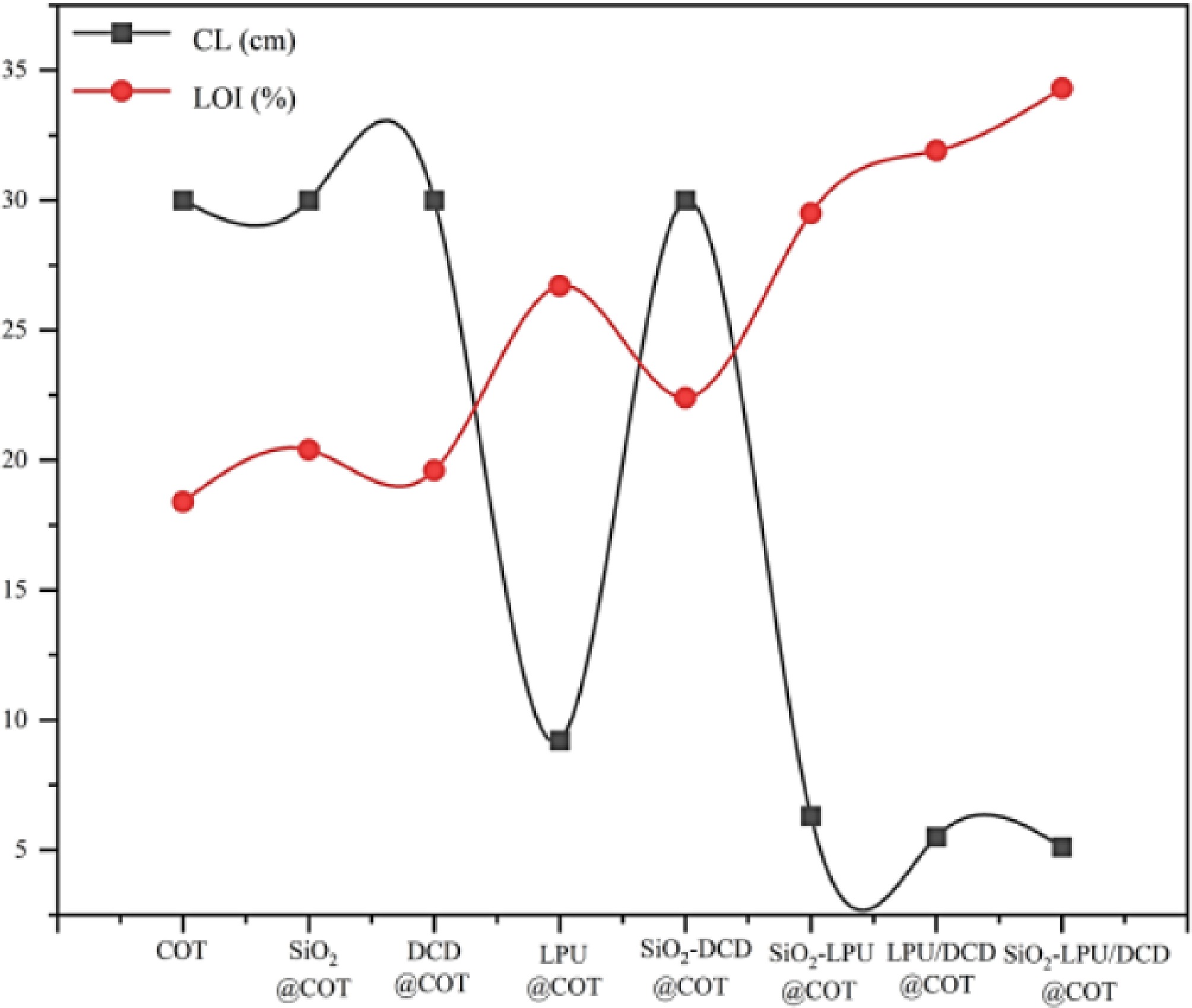
Figure 19.
CL and LOI of original and treated cotton fabrics.
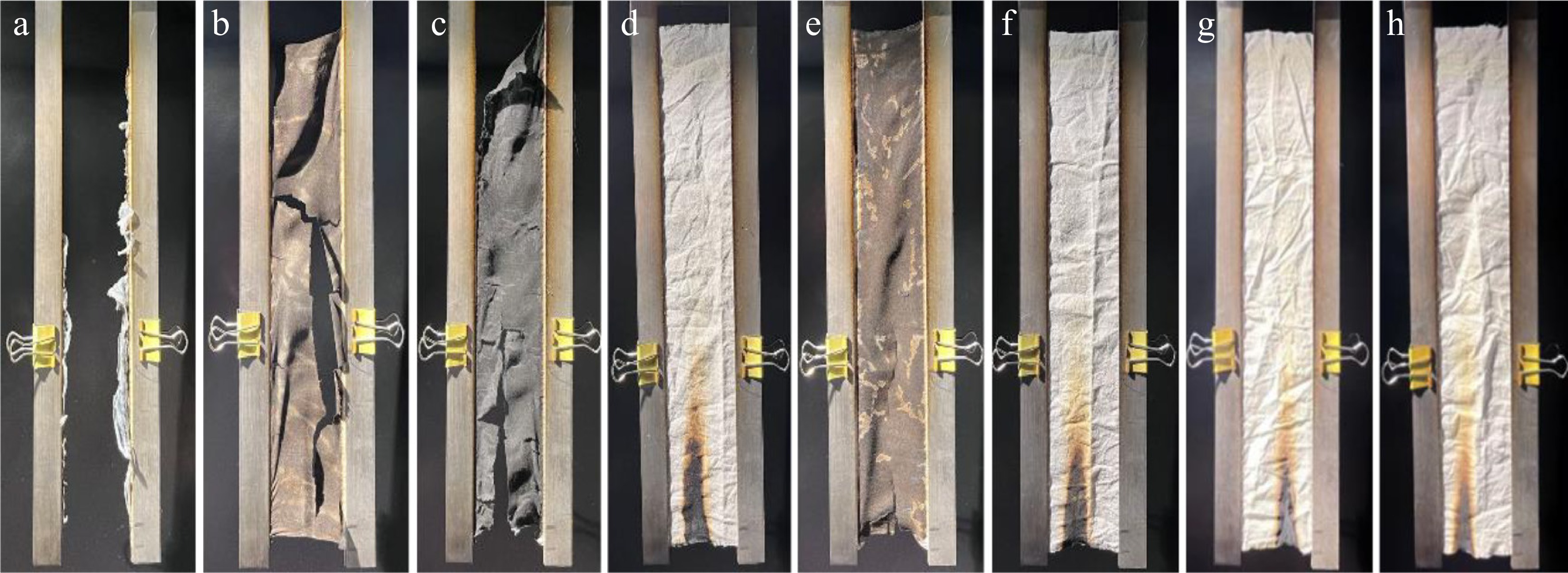
Figure 20.
Vertical burning photographs of original and flame-retardant finished cotton fabrics. (a) COT, (b) SiO2@COT, (c) DCD@COT, (d) LPU@COT, (e) SiO2-DCD@COT, (f) SiO2-LPU@COT, (g) LPU/DCD@COT, (h) SiO2-LPU/DCD@COT.
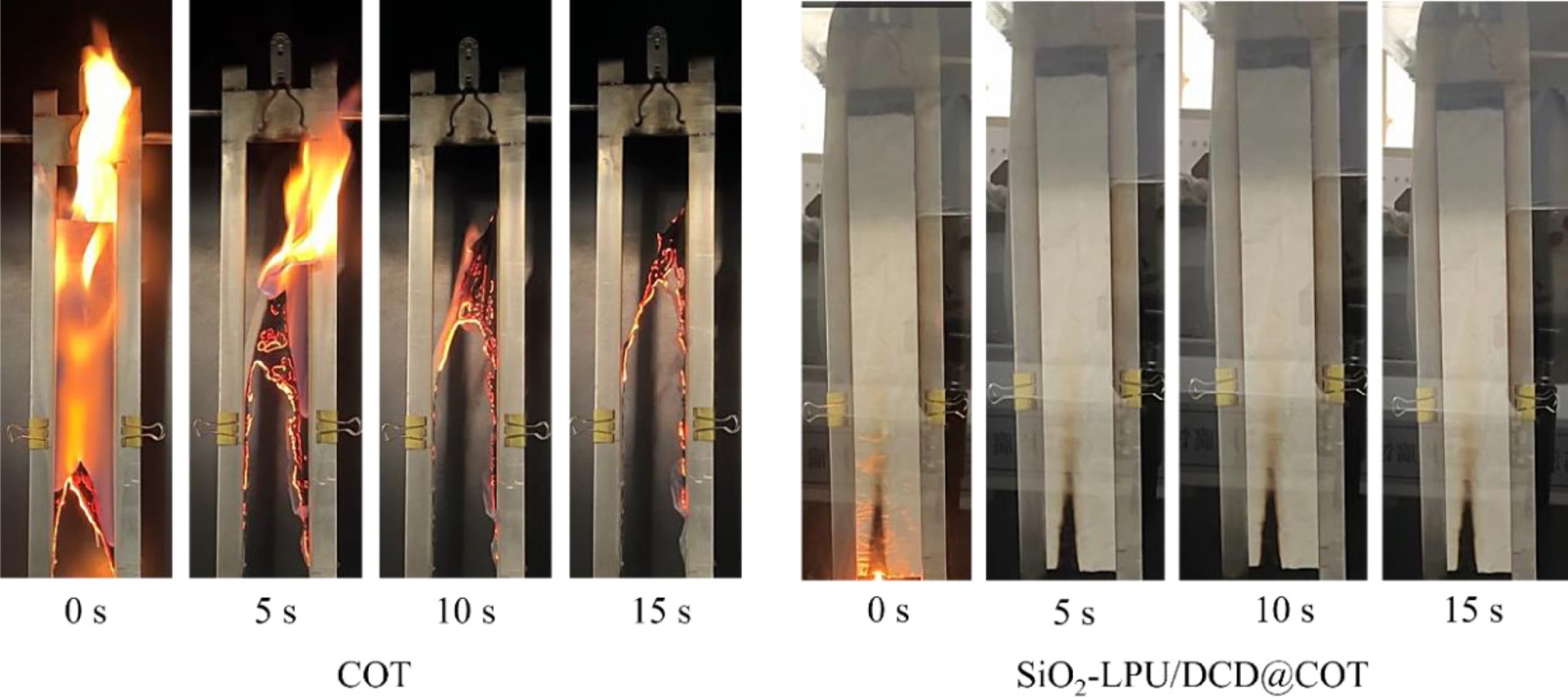
Figure 21.
Schematic diagram of vertical burning process of original and flame-retardant finished cotton fabric.
Table 6. Vertical burning test data of original and flame-retardant finished cotton fabrics.
Sample T1 (s) T2 (s) CL (cm) COTT 14.8 34.5 30 SiO2@COT 25.2 1.5 30 DCD@COT 22.1 57.3 30 LPU@COT 2.3 0 9.2 SiO2-DCD@COT 16.5 3.1 30 SiO2-LPU@COT 0 0 6.3 LPU/DCD@COT 0 0 5.5 SiO2- LPU/DCD @COT 0 0 5.1 Microscopic morphology analysis of SiO2-LPU/DCD system after finishing cotton fabrics after burning
-
The surface micromorphology of the charcoal residue samples after the VBT test is shown in Fig. 22. For the pristine cotton fabric, the char residue was loosely crumbled, and the pristine fiber morphology was not visible at all, which was due to the carbonization of the D-anhydroglucose ring unit in the cotton fibers. For the sample SiO2@COT, the voids between the cotton fiber bundles in the char residue were covered by a layer of rough and broken silica gel, which was formed by the gelation and condensation process of SiO2, however, due to the increase in surface tension, capillary effect, and bearing stress, which made the external inorganic SiO2 gel coating layer crack first, and when this layer of inorganic silica gel coating was cracked, the cotton fibers would be gradually and directly exposed to the flame, and as the temperature rises, its protective effect is gradually weakened until it fails completely[31]. For samples DCD@COT and SiO2-DCD@COT, the direction of the individual fiber bundles can still be clearly observed, but the surface of the latter is not smooth enough, which is caused by the silica sol covering the fiber surface that acts as a heat and oxygen barrier. The fiber bundles on the surface of the sample LPU@COT and the sample LPU/DCD@COT are much more abundant, which are more similar to the pre-combustion morphology, indicating that LPU and SiO2 have a certain flame-retardant effect in the condensed and gas phases. When LPU is heated, the phosphoric acid produced by LPU decomposition can be used as an acid source to catalyze fiber dehydration and carbonization, and it releases ammonia to dilute the oxygen in the surrounding environment as the temperature increases[32]. At high temperatures, SiO2 solutions can provide strong physical shielding and structural support effects, but they are prone to rupture and lose their protective effects at high temperatures, so the components can be combined to further improve the formation of carbon layers and chemical stability[33]. Therefore, the sample SiO2-LPU/DCD@COT can play the flame retardant role of the components even further under the catalysis of dicyandiamide. At an SEM magnification of 5,000 times, it can be seen that the fibers are covered by more fine foam structures, and when exposed to the fire source, the abundant P, N, and Si elements effectively protect the inner part of the fibers from the flames and heat.
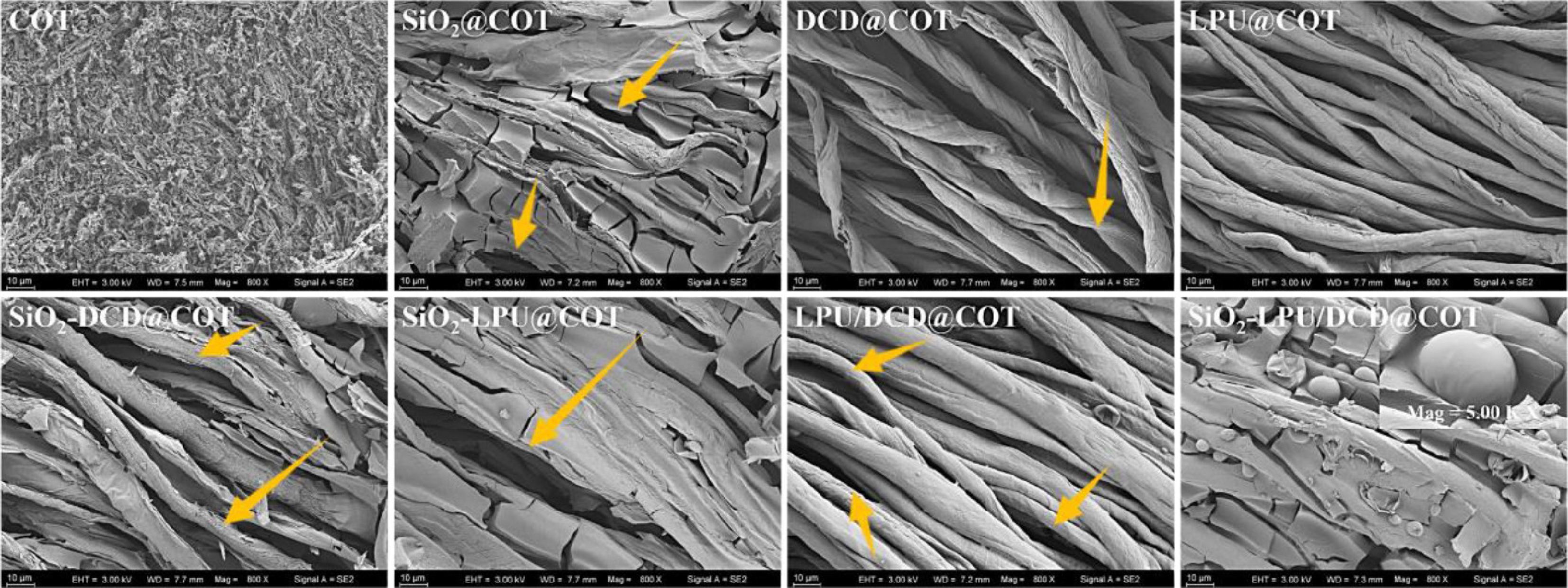
Figure 22.
SEM images of char residues of original and flame-retardant cotton after VBT.
Figure 23 demonstrates the elemental point-scan of the residual carbon of the sample SiO2-LPU/DCD@COT. The C and O elements were mainly derived from the constituent parts of the cotton fibers, the SiO2 sol, and the phosphoric acid groups in the LPU molecule[34], while the Si, P, and N elements were derived from the SiO2 sol and the LPU/DCD coating, respectively. This result indicates that the double-layer flame retardant coating composed of SiO2 sol and LPU/DCD solution has uniformly covered the surface of cotton fabrics, thus effectively providing flame retardant protection for cotton fabrics.
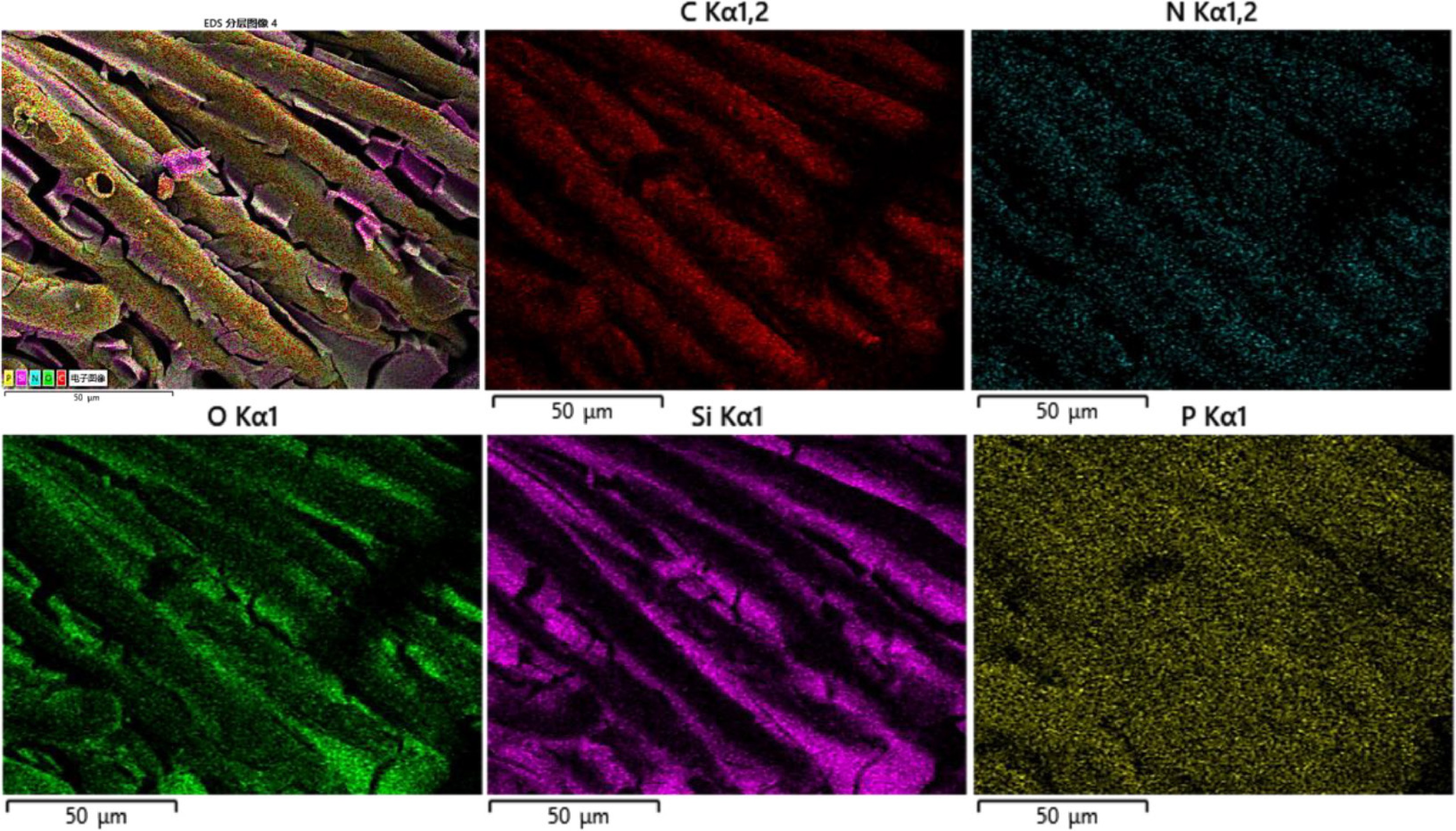
Figure 23.
SiO2-LPU/DCD@COT spot scan of char residue elements.
The hydrophobicity levels of original and treated fabric were studied by the WCA tests, and the process phenomena are displayed in Fig. 24. The contact angle of the original cotton fabrics is close to 98° initially, but decreases to 0° within 8 s, indicating that the original cotton fabrics are hydrophilic. For DCD@COT, its contact angle decreases to 0° within 6 s, indicating that the DCD coatings do not affect the hydrophobicity levels. Moreover, SiO2@COT and SiO2-LPU/DCD@COT becomes more hydrophilic. The water droplets directly infiltrate into the pores of cotton fibers and disappear on the cotton fabric surface, since a SiO2 gel contains plenty of hydroxyl groups. Therefore, the SiO2@COT and SiO2-LPU/DCD@COT are easily wetted, which is consistent with the air permeability results.
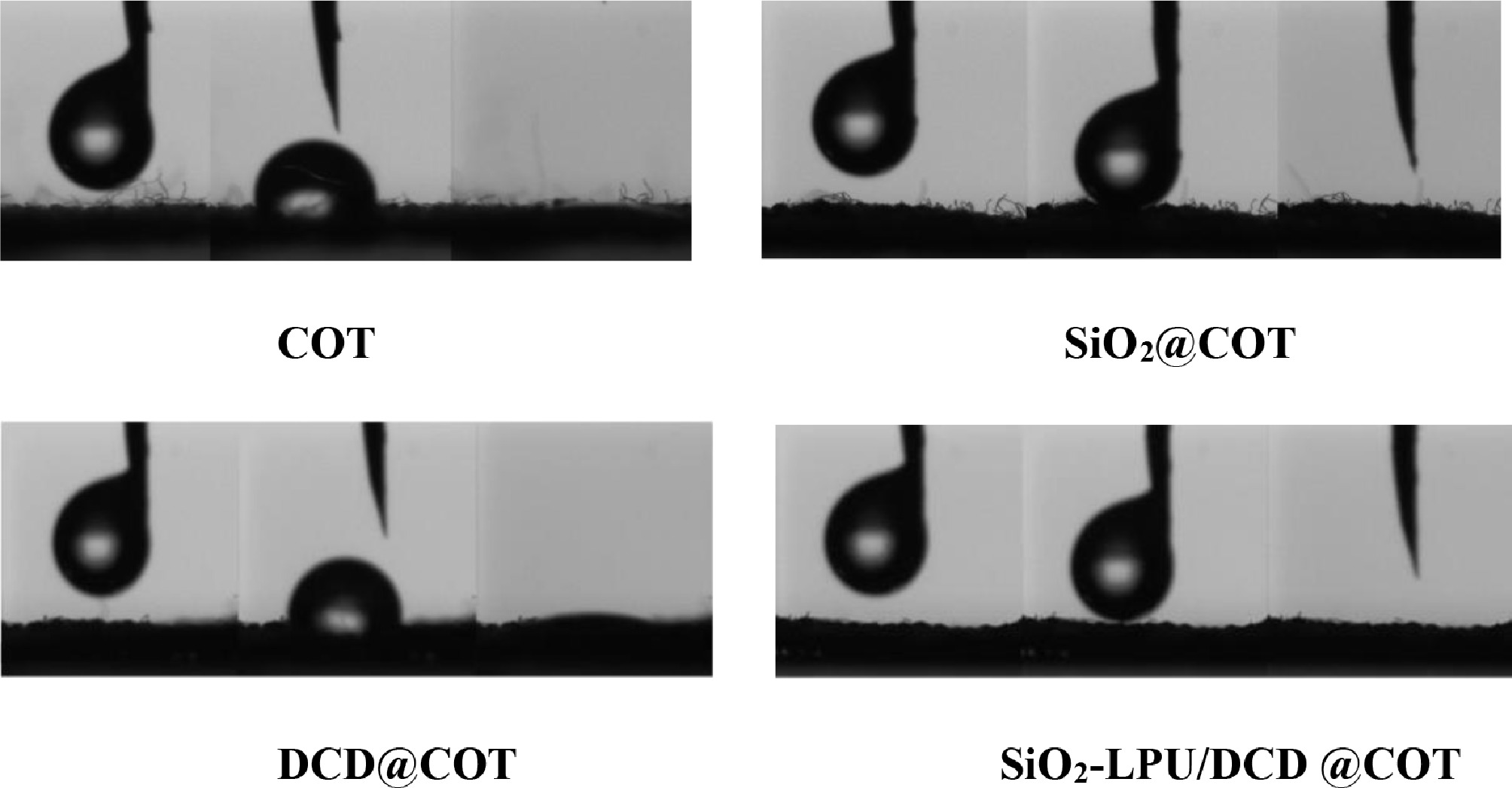
Figure 24.
The WCA test images of COT, SiO2@COT, DCD@COT, and SiO2-LPU/DCD@COT.
Analysis of flame retardant mechanism of cotton fabrics with SiO2-LPU/DCD system finishing
-
Figure 25 shows the flame-retardant mechanism of the sample SiO2-LPU/DCD@COT. The flame retardant mechanism of the flame retardant fabric SiO2-LPU/DCD@COT benefits from its dual action on the condensed phase and gas phase. In the condensed phase, the LPU flame retardant prevents the contact of oxygen with the fabric by forming a solid or carbonized layer, and the cracking reaction is inhibited. As the temperature increases, it will decompose to produce dehydrated compounds such as metaphosphoric acid or phosphoric anhydride, which can effectively promote the dehydrated charring inside the fabric, so that the fabric surface forms a dense and stable charring layer with a dense structure, which hinders the heat transfer[35]. The Si-O-Si structure in the SiO2 gel coating can also improve the denseness of the char layer, further inhibiting the transfer of heat and oxygen to the outside world and acting as a physical barrier[36]. In the gas phase, the nitrogen-containing groups in LPU are thermally decomposed to produce inert gases such as nitrogen, which dilutes the concentration of combustible gases[37], while the released water vapor absorbs the heat generated by combustion, and these properties slow down the combustion process, while these refractory gases dilute the combustible gases to further reduce the combustion rate[38]. In both condensed-phase and gas-phase flame retardant mechanisms, DCD embodies both its catalytic role as a catalyst and its ability to act as a nitrogen-containing flame retardant to assist in the formation of an expanded carbon layer[39]. In summary, the combined system can improve the flame retardant performance of fabrics by playing the synergistic effect of the three flame retardant elements of phosphorus, nitrogen, and silicon.
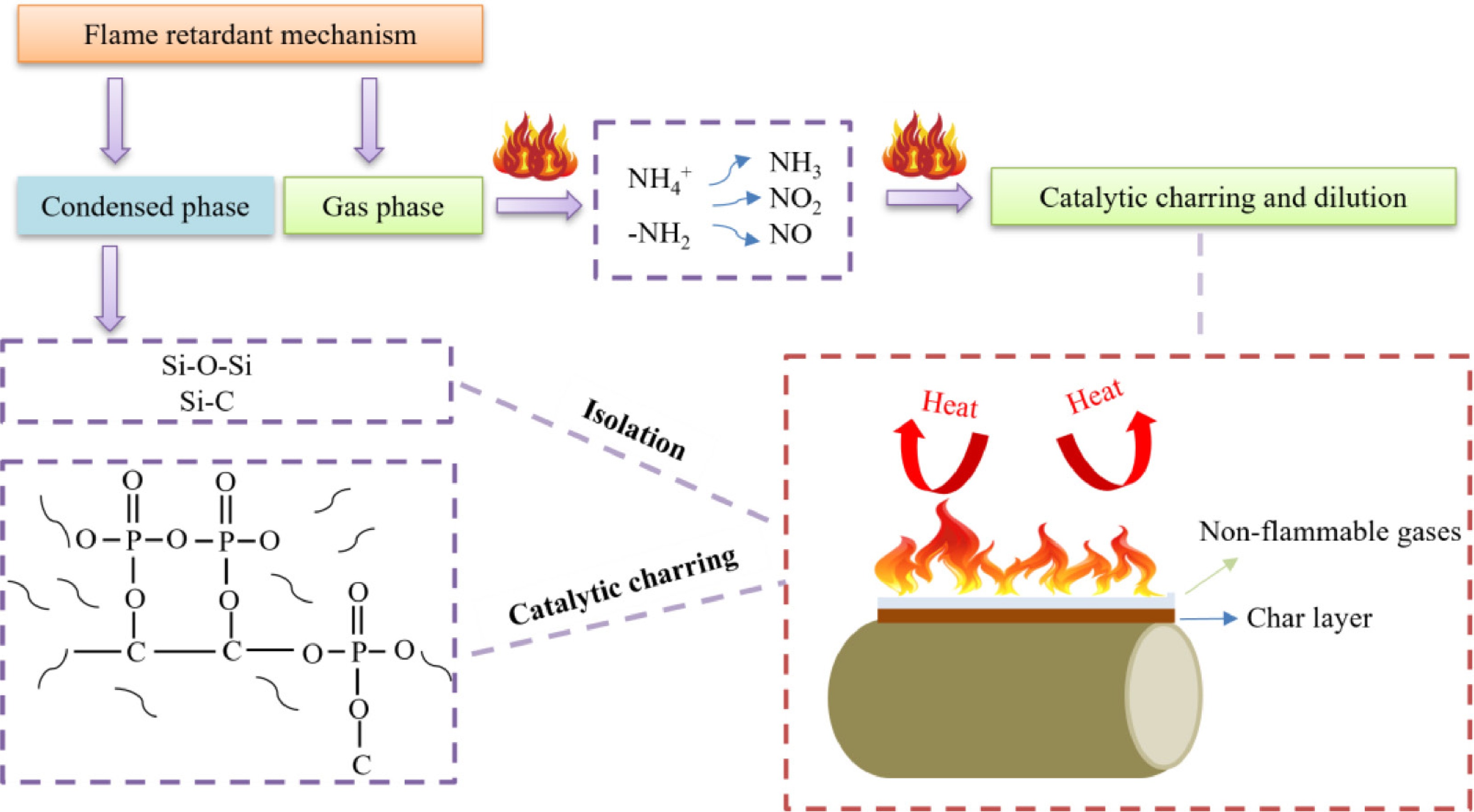
Figure 25.
Possible flame retardant mechanisms during combustion of SiO2-LPU/DCD@COT.
-
In the present study, the phosphorus-nitrogen flame retardant LPU with reactive group P=O(O-NH4+)2 was successfully synthesized from the biomass amino acid L-lysine and phosphorylated urea. Dicyandiamide was used as a catalyst for the two-step method of impregnating SiO2-soluble-treated cotton fabrics with LPU/DCD solution, and the original cotton fabrics. Their post-treated surfaces were characterized exhaustively by the use of test methods such as SEM, FTIR, XRD, XPS, TG, CCT, LOI, and VBT to characterize the original cotton fabrics and their finishing surfaces in detail, and to explore the flame retardant mechanism of the SiO2-LPU/DCD@COT system, the following conclusions were obtained: SEM test results proved that the SiO2-LPU/DCD system has been successfully adsorbed on the surface of cotton fabrics, FTIR and XPS proved that the flame retardant was grafted onto cotton fibers through chemical bonds such as Si-O-C, and XRD results showed that the flame retardant basically had no effect on the crystal structure of cotton fabrics. The TG and DTG results showed that the residual carbon rate of SiO2-LPU/DCD of the samples under nitrogen atmosphere was 3.84 times higher than that of the original fabrics, and both Tonset and Tmax were advanced, and Rmax was also the optimal value of all the samples, which was 0.96%/°C. The results showed that the residual carbon rate of the samples under a nitrogen atmosphere was 3.84 times higher than that of the original fabrics, and both Tonset and Tmax were advanced. The CCT results showed that the PHRR (32.04 kW/m2) and THR (4.95 MJ/m2) values of SiO2-LPU/DCD@COT were greatly reduced compared with those of the pure cotton fabric, which significantly reduced the fire hazard of the cotton fabric, and the residual charcoal rate reached the highest value of 33.16%. In the LOI and VBT experiments, the LOI of the sample SiO2-LPU/DCD@COT reached 34.3%, and its ΔLOI was even as high as 15.9% compared to the other samples, which were the highest values of all the samples, and the LOI showed an inverse growth trend with CL. The SiO2-LPU/DCD system achieves superior flame retardancy through synergistic phosphorus-nitrogen-silicon mechanisms. Phosphoric acid catalyzes cellulose dehydration by cleaving C-O and C-C bonds at lower temperatures, promoting early char formation and suppressing flammable volatile generation. Nitrogen compounds release non-combustible gases (NH3, N2) that dilute oxygen and expand the char layer. Crucially, silica sol forms a Si-O-Si ceramic network that reinforces the char structure, fills microscopic cracks, and creates a dense thermal barrier—transforming fragile char into a continuous protective shield. This integrated condensed-phase and gas-phase action addresses the limitations of single bio-based systems by combining catalytic charring, gas dilution, and ceramic reinforcement into one multi-functional barrier.
-
The authors confirm contribution to the paper as follows: data collection, processing and paper writing: Zhang Y; review of the results and approval of the final version of the manuscript: You F, Huang H, Wang Z, Liu D. All authors reviewed the results and approved the final version of the manuscript.
-
All data generated or analyzed during this study are included in this published article.
-
The authors declare that they have no conflict of interest.
- Copyright: © 2025 by the author(s). Published by Maximum Academic Press on behalf of Nanjing Tech University. This article is an open access article distributed under Creative Commons Attribution License (CC BY 4.0), visit https://creativecommons.org/licenses/by/4.0/.
-
About this article
Cite this article
Zhang Y, You F, Huang H, Wang Z, Liu D. 2025. Bio-based L-lysine phosphate/dicyandiamide/silica sol composite system for highly efficient green flame retardancy of cotton fabrics. Emergency Management Science and Technology 5: e026 doi: 10.48130/emst-0025-0024 

Bio-based L-lysine phosphate/dicyandiamide/silica sol composite system for highly efficient green flame retardancy of cotton fabrics
- Received: 10 October 2025
- Revised: 03 December 2025
- Accepted: 22 December 2025
- Published online: 31 December 2025
Abstract: To address the flammability of cotton fabrics, an innovative flame-retardant system based on synergistic action between amino acid-derived bio-based flame retardants and silica sol has been developed. Using L-lysine and urea as nitrogen sources, and phosphoric acid as an acid source, a biomass flame retardant—the L-lysine-phosphoric acid-urea complex (LPU)—was successfully synthesized. This complex was then combined with dicyandiamide (DCD) to form the LPU/DCD solution. Through impregnation-drying, SiO2 sol and LPU/DCD solution were sequentially applied to the cotton fabric surface, constructing an integrated coating of phosphorus, nitrogen, and silicon elements. The composite flame-retardant solution was coated onto the cotton fabric surface using the impregnation-drying method. Functional groups, surface chemical composition, matrix crystal structure, microstructure, surface elemental composition, and distribution were characterized for both untreated and treated cotton fabrics using Fourier transform infrared spectroscopy (FTIR), X-ray photoelectron spectroscopy (XPS), X-ray diffraction (XRD), and scanning electron microscopy-energy dispersive X-ray spectroscopy (SEM-EDX). Results indicate that SiO2-LPU/DCD@COT exhibits optimal flame retardancy, with a significantly increased initial pyrolysis temperature and a residual carbon content as high as 53.37%. Its limiting oxygen index (34.3%) improved by 86.41% compared to the original cotton fabric (18.4%), achieving a non-combustible level. Its pHRR (32.04 kW/m2), THR (4.95 MJ/m2), and FIGRA (0.45 kW/m2·s) decreased by 86.80%, 49.07%, and 94.07%, respectively, compared to the original cotton fabric. with the highest SE value reaching 1.42 (≥ 1.0), indicating excellent synergistic flame retardancy between SiO2 and LPU-DCD. This study provides a novel strategy for preparing bio-based flame-retardant cotton fabrics.
-
Key words:
- Cotton fabric /
- Dipping-baking /
- Flame retardant /
- Silica sol /
- Synergistic effect